
Article details
In metal casting, the design of the gating system is critical to achieving defect-free castings. Among the different gating methods, bottom gating is widely preferred for high-quality castings because it allows molten metal to enter the mold cavity from the bottom and rise upward smoothly. This reduces turbulence, minimizes oxidation, prevents mold erosion, and improves casting integrity.
A key design parameter in bottom gating is the mold filling time—the time required for molten metal to completely fill the mold cavity. If the filling time is too short, turbulence and air entrapment occur. If too long, the metal may begin to solidify before the cavity is filled, causing misruns and cold shuts. Therefore, accurate estimation of filling time is essential in gating system design.
This article presents a detailed analysis and mathematical derivation of the filling time for bottom gating systems, based on fundamental fluid mechanics principles.
Fundamentals of Bottom Gating
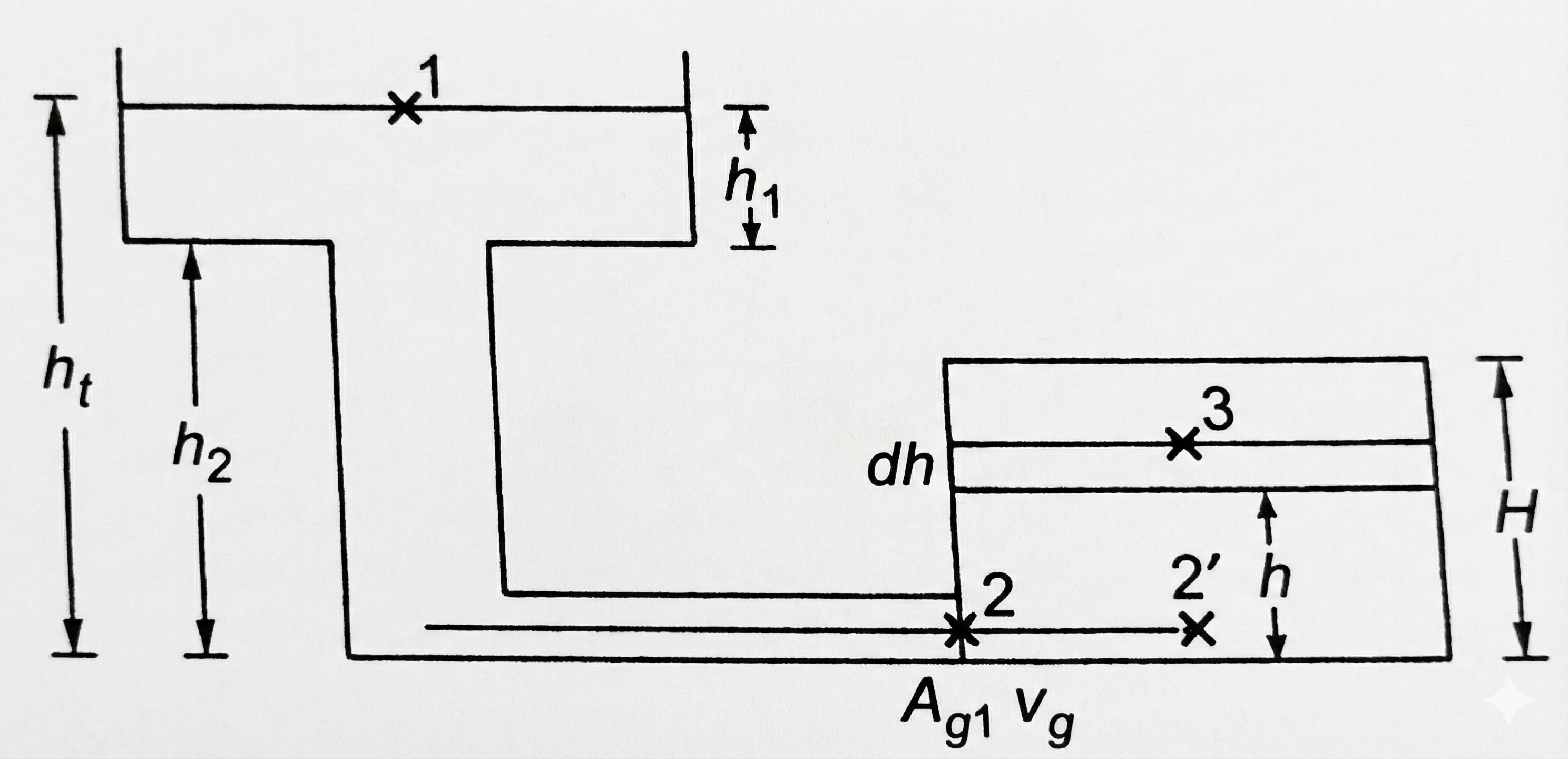
In bottom gating:
Molten metal enters the mold cavity at the lowest point.
The cavity fills upward like water filling a container.
The metal flow is governed primarily by gravity head.
The effective pressure head continuously reduces as the metal level rises in the mold.
This continuously changing head makes the analysis different from top gating, where the head remains almost constant.
Assumptions for Theoretical Analysis
To derive the filling time, we make the following standard assumptions used in casting fluid flow analysis:
Molten metal behaves as an incompressible, Newtonian fluid.
Flow is steady and friction losses are neglected initially.
The cross-sectional area of the gate remains constant.
The mold cavity has a uniform cross-sectional area.
Flow is driven purely by gravity.
Air resistance and back pressure inside the mold are negligible.
No solidification occurs during filling.
These assumptions allow application of Bernoulli's principle and Torricelli's law.
Nomenclature and Parameters
Let:
( A_g ) = Cross-sectional area of the gate (m²)
( A_m ) = Cross-sectional area of mold cavity (m²)
( h ) = Instantaneous height of molten metal in mold (m)
( H ) = Total height of mold cavity (m)
( t ) = Time required to fill the mold (s)
( v ) = Velocity of molten metal entering through gate (m/s)
( g ) = Acceleration due to gravity (9.81 m/s²)
Step 1: Velocity of Molten Metal Entering the Mold
From Torricelli's law, the velocity of liquid flowing under gravity head is:

Step 2: Flow Rate Through the Gate
The volumetric flow rate ( Q ) through the gate is:

Step 3: Rate of Rise of Molten Metal in Mold
The rate at which metal rises in the mold is related to the mold area:

Step 4: Rearranging the Differential Equation
Rearrange to separate variables:

Step 5: Integration
Integrate both sides from:

Step 6: Final Expression for Filling Time
Thus,

Inclusion of Discharge Coefficient
In real casting, friction and contraction occur. Therefore, a discharge coefficient ( C_d ) (typically 0.6–0.8) is introduced:

This gives a more realistic filling time.
Interpretation of the Equation
The equation shows:
Filling time increases with mold area ( A_m )
Filling time decreases with larger gate area ( A_g )
Filling time increases with square root of mold height ( H )
Filling time depends on gravity and discharge efficiency
This clearly guides gating design decisions.
Practical Significance in Casting Design
1. Turbulence Control
Bottom gating ensures laminar filling because velocity decreases as metal rises.
2. Oxidation Reduction
Since metal does not fall from height, oxidation is minimized.
3. Mold Erosion Prevention
No direct impingement on mold walls.
4. Defect Reduction
Reduces air entrapment, inclusions, and cold shuts.
Comparison with Top Gating
Feature | Bottom Gating | Top Gating |
|---|---|---|
Effective head | Decreases with time | Nearly constant |
Turbulence | Low | High |
Oxidation | Minimal | Significant |
Filling time analysis | Variable head | Constant head |
Casting quality | High | Moderate |
Design Insight for Engineers
From the equation, engineers can:
Increase gate area to reduce filling time.
Control mold height to maintain smooth filling.
Adjust gating ratio to optimize flow.
Use proper discharge coefficient based on metal and mold.


