
Article details
Metal casting is a fundamental manufacturing process, but it is often plagued by various physical and structural irregularities known as casting defects. These imperfections can compromise the mechanical integrity, aesthetic value, and functionality of the final component. Understanding these defects is essential for quality control in any foundry operation.
Below is an analysis of several critical casting defects, ranging from surface irregularities to internal discontinuities.
1. On Surface and Shape Irregularities
These defects usually occur due to the interaction between the liquid metal and the mold surface or due to the physical movement of the mold components.
Drop: This occurs when a portion of the sand from the upper part of the mold (the cope) falls into the molten metal. This results in an irregular projection on the top surface of the finished casting.
Buckle:

A buckle appears as a V-shaped depression on flat casting surfaces. It is caused by the thermal expansion of the sand on the mold face before the metal has had a chance to solidify.
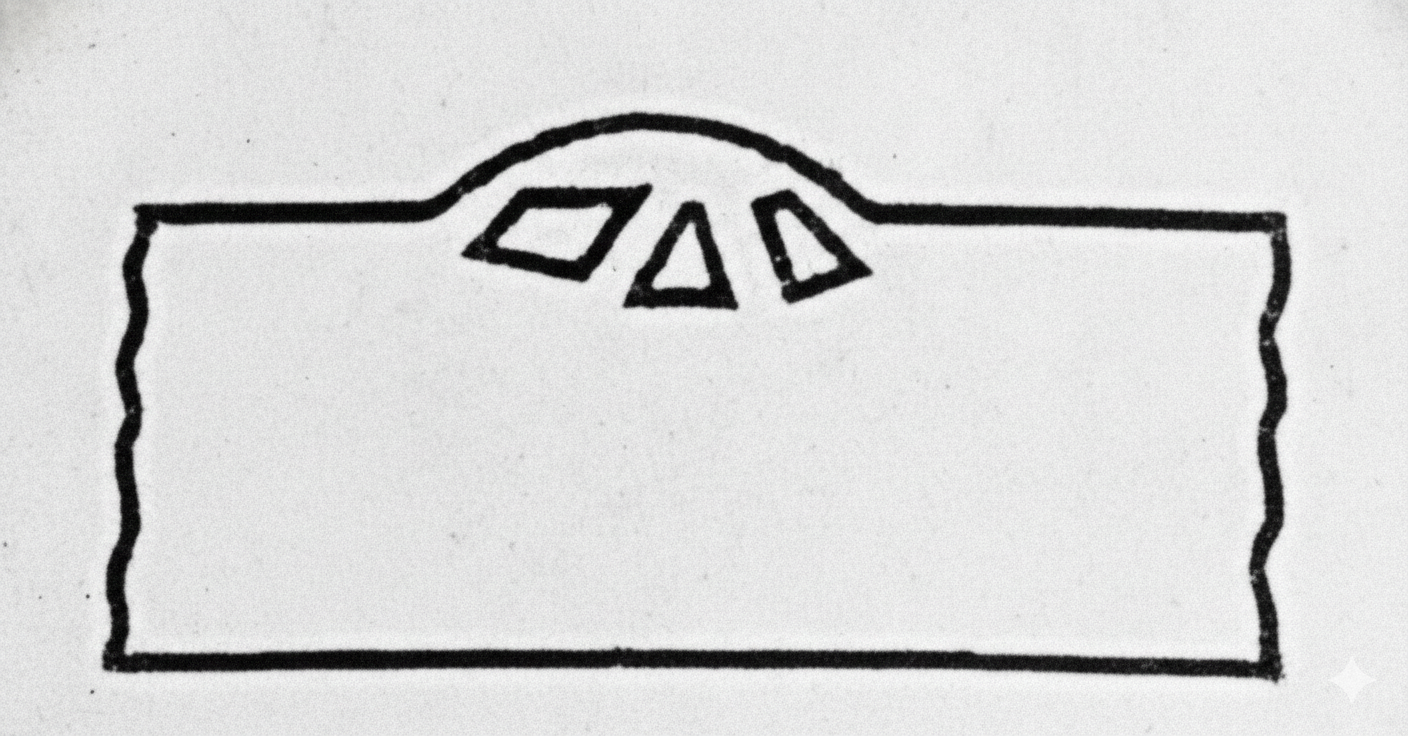
Scab:
 Similar to a buckle but manifesting as a protrusion, a scab is an uplifted area of metal on the casting surface, typically at the "roof" or top section, caused by gas pressure or sand expansion.
Similar to a buckle but manifesting as a protrusion, a scab is an uplifted area of metal on the casting surface, typically at the "roof" or top section, caused by gas pressure or sand expansion.
Swell:

When the hydrostatic pressure of the liquid metal is too great for the sand walls, the mold cavity expands outward. This results in a casting that is dimensionally larger or "swollen" compared to the intended design.
Mould Shift:

This is a dimensional defect caused by the misalignment of the cope (top) and drag (bottom) halves of the mold. It results in a "step" at the parting line of the casting.
2. On Internal and Structural Discontinuities
Discontinuities affect the internal "oneness" of the metal and are often the most dangerous as they can lead to sudden structural failure.
Hot Tearing and Cracking: If a casting is constrained while shrinking during solidification, the internal stresses can cause the metal to tear. Coarse grain sizes and low-melting-point impurities (segregates) at grain boundaries significantly increase the risk of hot tearing.
Cold Shut: A cold shut occurs when two streams of molten metal meet from different gates (or due to splashing) but fail to fuse completely because they have cooled too much. This creates a weak interface or "seam" in the casting.
3. Filling and Purity Issues
These defects are often related to the temperature of the melt or the cleanliness of the environment.
Incomplete Casting (Misrun and Runout): * Misrun: Occurs when the metal solidifies prematurely before completely filling the mold cavity.
Runout: Occurs when molten metal leaks out of the mold during processing, leading to an incomplete part.
Causes: Low pouring temperatures, slow pouring speeds, or insufficient metal volume.
Inclusions: These are foreign, non-metallic materials (like slag, oxides, or sand particles) trapped within the metal. Inclusions act as stress raisers, significantly reducing the fatigue strength and toughness of the casting. They are often the result of chemical reactions between the molten metal and the crucible or the surrounding atmosphere.
Prevention (Remedies)
To minimize the occurrence of these defects, foundries should implement the following technical standards:
Strategy | Objective |
Temperature Control | Heat the metal to the precise pouring temperature—neither too low (causing misruns) nor too high (increasing gas absorption). |
Mold Preparation | Convert green sand molds to dry sand molds where possible to increase mold strength and reduce gas-related defects. |
Permeability Management | Select molding sand with high permeability to allow gases to escape easily, preventing scabs and blows. |
Alignment Checks | Ensure flasks and patterns are perfectly aligned to prevent mould shifts. |


