
Article details
Centrifugal casting is a specialized casting technique that utilizes the inertial forces generated by rapid rotation to distribute molten metal into a mold cavity. Unlike static casting, which relies primarily on gravity, centrifugal casting uses high-speed rotation to create high-pressure environments, resulting in components with superior density, mechanical integrity, and purity.
Principles of Centrifugal Casting
The fundamental mechanism of this process involves pouring molten metal into a mold that is rotating about its central axis. This rotation creates a centrifugal force that pushes the heavier liquid metal toward the outer walls of the mold.
Advantages :
Impurity Separation: Since slag, oxides, and other non-metallic inclusions are lighter than the molten metal, the centrifugal force causes them to segregate toward the center (the axis of rotation). These impurities can then be easily removed through subsequent machining.
Enhanced Density: The continuous pressure applied during solidification eliminates gas porosity and shrinkage cavities, leading to a very dense grain structure.
Directional Solidification: The cooling process begins from the outer mold wall and moves inward, ensuring a controlled solidification pattern that enhances the mechanical properties of the final part.
Classification of Centrifugal Casting Techniques
The process is generally categorized into three distinct types based on the configuration of the mold and the desired shape of the product.
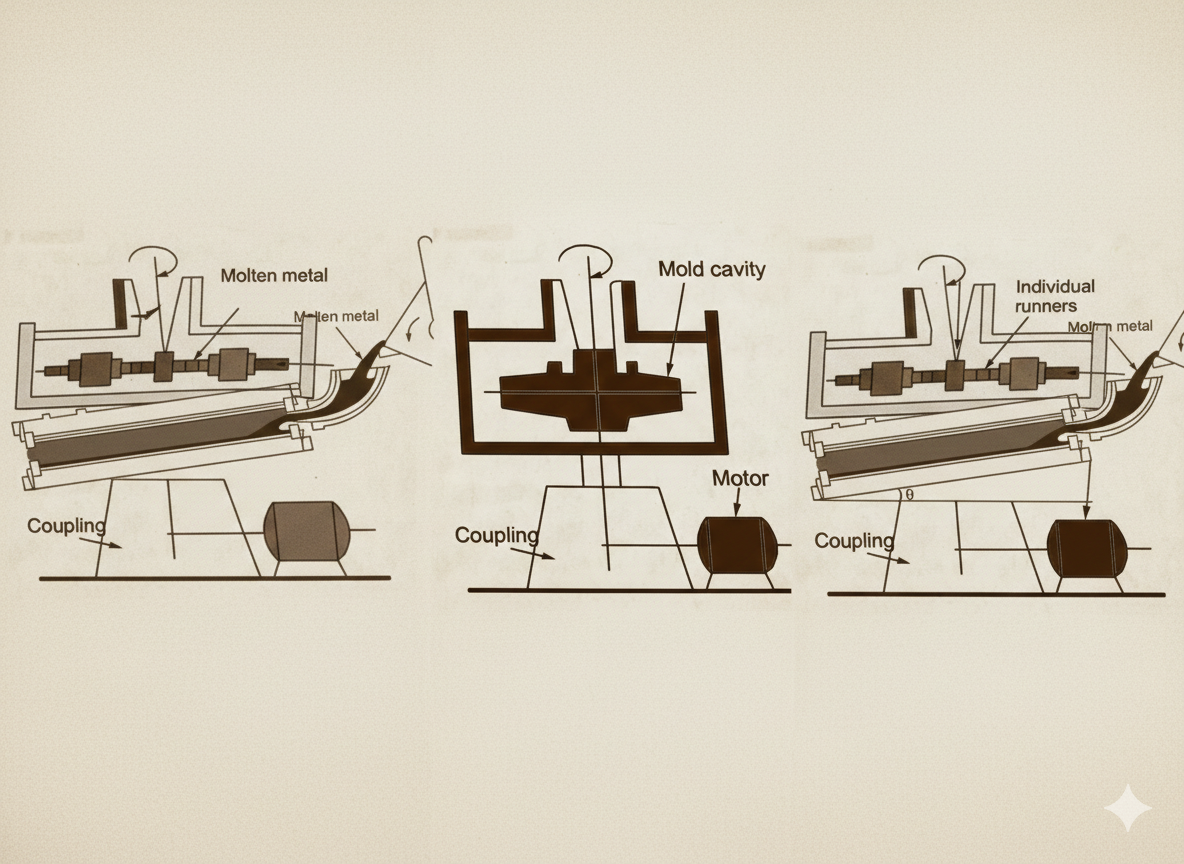
1 True Centrifugal Casting

This method is primarily used to create cylindrical parts like pipes, tubes, and bushings.
Process: A metallic mold is rotated at high speeds (often around 3000 rpm). The mold is frequently tilted at a slight angle ($\theta$) to ensure the metal covers the entire longitudinal surface.
Yield: It boasts an exceptionally high yield (95%–98%) because no gates or runners are required; the hole in the center is formed by the centrifugal force alone.
Surface Quality: Higher forces cause coarse grains to settle at the outer surface, while finer grains move toward the center, creating what is known as a "Jagged Surface."
2 Semicentrifugal Casting

This variation is used for parts that are axisymmetric (symmetrical about an axis) but may not be hollow.
Process: The mold rotates around a vertical axis. While the outer edges are filled by centrifugal force, the central portion is primarily filled by gravity.
Applications: It is ideal for wheels, pulleys, and gear blanks.
Performance: The rotational speeds and overall material yield are typically lower than those of the "True" method.
3 Centrifuged Casting (Centrifuging)

In this process, the centrifugal force is used simply to force the metal into multiple small mold cavities arranged around a central sprue.
Process: Multiple castings are placed on the periphery of a rotating drum and connected via individual runners.
Versatility: Unlike the other two methods, the parts do not need to be axisymmetrical. It is often used for small, intricate jobs or to create patterns for investment casting.
Yield: The yield is significantly lower (5%–10%) due to the complex gating and runner system required.
Applications
High-Integrity Components: Production of aerospace and automotive parts where fine grain size and high density are critical.
Industrial Piping: Manufacturing of large-scale chemical and water transport pipes.
Cost Efficiency for Symmetrical Parts: Eliminates the need for cores when making concentric holes.
Limitations
Geometric Constraints: True centrifugal casting is strictly limited to axisymmetrical shapes with concentric bores.
Capital Investment: The machinery required for high-speed rotation is expensive, making it most cost-effective for large-scale production runs.
Equipment Maintenance: The high rotational speeds require precise balancing and robust safety measures to prevent equipment failure.


