
Article details
It is a High-Pressure Manufacturing process for High-Melting Alloys
Introduction
While hot chamber die casting is ideal for low-melting-point metals, it fails when applied to materials with higher melting points, such as aluminum or copper. These aggressive, high-temperature molten metals would rapidly erode the submerged injection components of a hot chamber machine.
To solve this, the industry utilizes Cold Chamber Die Casting. This process physically separates the melting furnace from the injection mechanism, ensuring the longevity of the machine components while allowing for the casting of stronger, industrial-grade alloys.
Mechanism

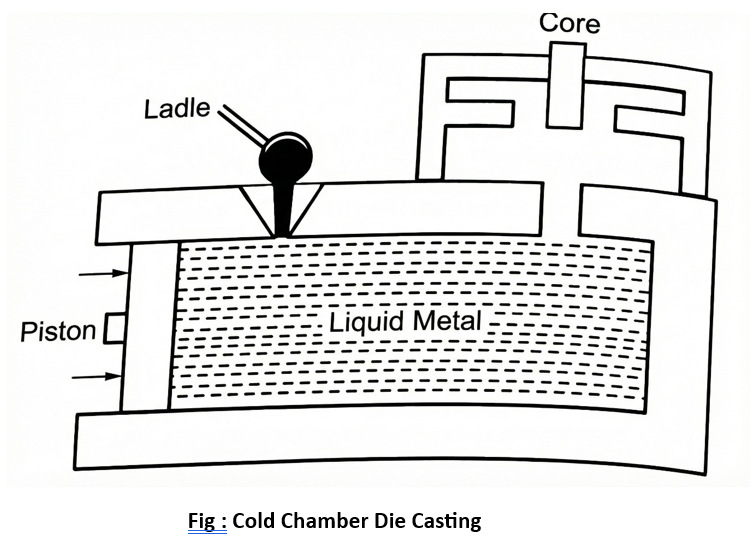
Fig : Cold Chamber Die Casting
The defining characteristic of this process—and the reason for its name—is that the injection cylinder (often called the "shot chamber") is not submerged in molten metal. It remains "cold" relative to the furnace.
The cycle operates as follows:
Melting and Transfer: The metal is melted in a completely separate furnace. A precise amount of molten metal is collected, typically using a ladle.
Pouring: This molten metal is manually or automatically poured into the injection cylinder (shot chamber) of the die-casting machine.
Injection: A hydraulic piston advances rapidly, forcing the metal from the chamber into the die cavity.
Solidification: The pressure is maintained until the part solidifies, after which the die opens and the casting is ejected.
Pressure Requirements
Because the metals used in this process often have higher viscosity or require denser packing to achieve material properties, the pressures used are significantly higher than in hot chamber casting.
Pressure Range: Typically between 20 MPa and 70 MPa.
Machine Orientation
Cold chamber machines are versatile in their configuration. They can be designed as:
Horizontal Machines: The most common configuration.
Vertical Machines: Where the shot chamber is aligned vertically, operating similarly to a vertical press.
Material Applications
The separation of the furnace from the injection system makes this the standard method for casting High Melting Point Alloys. If these metals were used in a hot chamber machine, they would dissolve the iron in the plunger and gooseneck.
Common Materials Include:
Aluminum: The most widely used alloy in cold chamber casting due to its light weight and strength.
Copper Alloys (Brass/Bronze): Used for their corrosion resistance and conductivity.
Magnesium: While sometimes cast in hot chambers, high-performance magnesium alloys are often processed here.
Hot vs. Cold Chamber
The fundamental difference lies in the location of the molten metal reservoir:
Hot Chamber: The furnace and holding pot are integral to the machine. The injection system is submerged. This allows for faster cycles but limits material choice.
Cold Chamber: The furnace is separate. Metal must be transferred via a ladle for every single "shot" (casting cycle). While this adds a step to the process, effectively slowing the cycle time compared to hot chamber casting, it is the only viable method for casting high-temperature structural alloys like aluminum.


