")
Article details
Electroslag Welding (ESW) is a highly efficient, single-pass welding process specifically designed for joining thick structural components in a vertical position. Unlike conventional arc welding, which relies on a continuous electric arc, ESW transitions into a resistance-based heating process, making it a unique powerhouse in heavy-duty manufacturing.
Operating Principle and Mechanism
The ESW process is characterized by its transition from an arc-dependent start to a stable, arc-less phase. The mechanism can be broken down into the following stages:

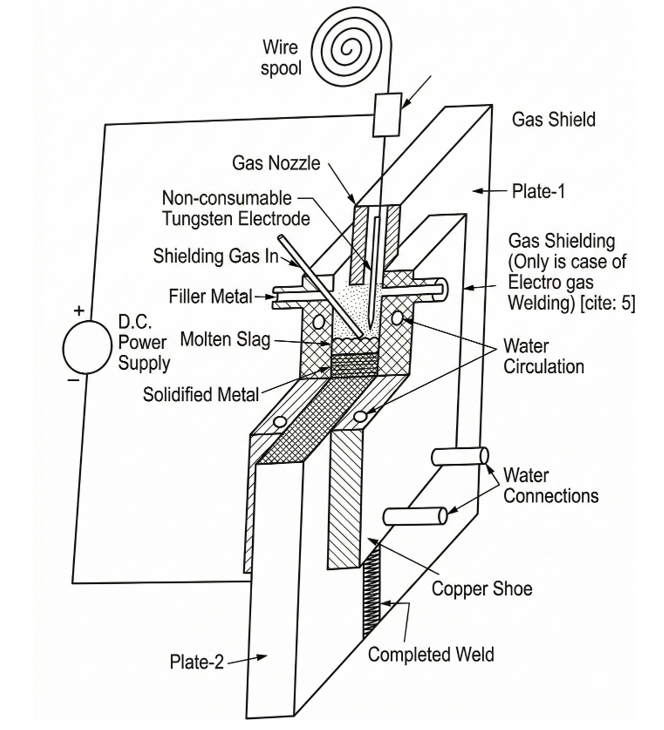
Initiation via Arc: The process begins by striking an electric arc between the consumable electrode (wire) and the workpiece. This initial arc is used to melt the flux, creating a pool of molten slag.
Transition to Resistance Heating: Once the molten slag pool reaches a sufficient depth, the electric arc is extinguished. From this point forward, the welding current passes directly through the conductive slag. The high electrical resistance of the slag generates intense heat (Joule heating), which melts both the filler wire and the edges of the base metal.
Vertical Progression: Welding always progresses in the vertical direction. As the electrode is fed into the pool, the metal droplets sink through the lighter slag to form the weld pool at the bottom.
Containment via Copper Shoes: To prevent the molten metal and slag from leaking, a pair of water-cooled copper shoes (or dams) are clamped to the sides of the joint. These shoes move upward as the weld solidifies, ensuring a consistent shape and high-quality finish.
Technical Specifications
The ESW process is built for scale, requiring robust electrical parameters and specialized equipment:
Parameter | Typical Value / Range |
Current Type | Both AC and DC (up to 1000 Amperes) |
Operating Current | ~600 A |
Operating Voltage | 40 V - 50 V |
Travel Speed | 12 to 36 mm/min |
Plate Thickness | 50 mm to over 900 mm (can also be used for 20 mm - 40 mm) |
Advantages
1. High Productivity
Because ESW can join incredibly thick plates in a single pass, it drastically reduces the time and labor compared to multi-pass Submerged Arc Welding (SAW) or Gas Metal Arc Welding (GMAW).
2. Weld Quality
The process yields a clean weld with low porosity and inclusion rates, as the molten slag acts as a highly effective refining agent.
3. Heat Affected Zone (HAZ)
A significant consideration in ESW is the high heat input. If the heat-affected zone becomes too large, it may lead to grain coarsening or distortion of the plates. Precise control of the travel speed and cooling rate is essential to maintain structural integrity.
Industrial Applications
Due to its ability to handle extreme thicknesses, Electroslag Welding is the gold standard for several heavy-engineering sectors:
Shipbuilding: Joining massive hull sections and structural frames.
Nuclear Power: Fabrication of thick-walled nuclear reactor vessels.
Heavy Machinery: Manufacturing of large press frames, turbine shafts, and crusher components.
Bridge Construction: Welding heavy structural steel sections for long-span bridges.


