
Article details
Flash butt welding (often simply referred to as flash welding) is a highly efficient resistance welding process designed for joining metal components end-to-end. Unlike traditional arc welding, which relies on an external filler material, flash welding utilizes the internal electrical resistance of the workpieces themselves to generate heat, resulting in a robust, high-quality forged joint.
Principle
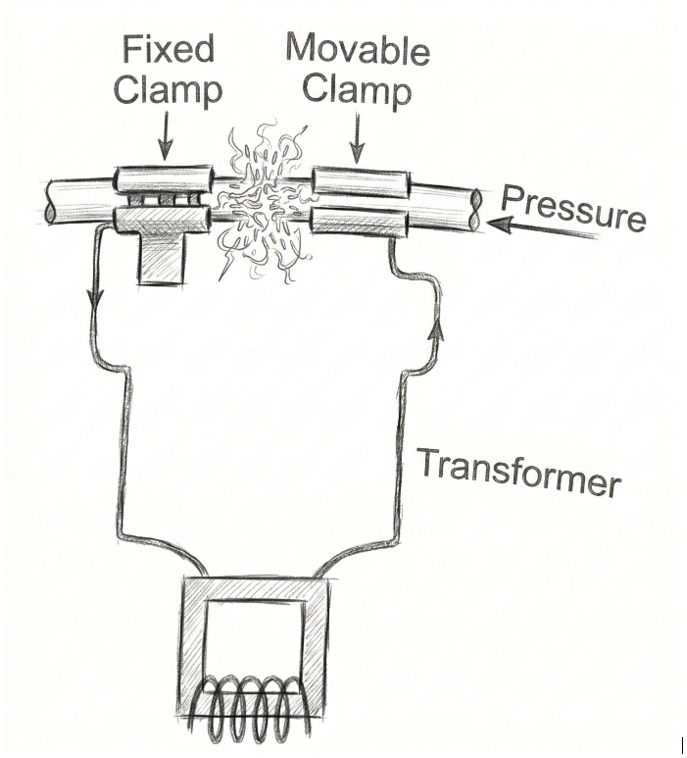
The process operates on the principle of resistance heating and plastic deformation. The two metal components are clamped into a welding machine—one in a fixed position and the other in a movable clamp connected to a transformer.

Figure 1Principle Flash Butt Welding
The Flashing Phase: The movable component is brought into light contact with the fixed piece. A high-voltage current (often reaching up to 100,000 A) is passed through the interface. This contact creates a series of rapid electrical arcs, known as "flashing," which burns off surface irregularities and oxide layers.
Heat Generation: This flashing continues until the interface reaches a plastic state (softening the metal without necessarily melting the entire bulk).
The Upsetting Phase: Once the optimal temperature is reached, an axial force (pressure) is suddenly applied. This force pushes the two softened ends together, causing plastic deformation.
Flash Expulsion: During the "upset," molten metal and impurities are squeezed out of the joint in a shower of sparks. This "flash" carries away contaminants, ensuring a high-purity weld.
Process Capabilities
Flash butt welding is a versatile powerhouse in manufacturing, capable of handling a wide range of materials and geometries:
Material Range: It is extensively used for joining mild steels, medium carbon steels, and various alloy steels. It is also highly effective for non-ferrous metals such as aluminum and titanium.
Thickness and Diameter: The process is suitable for thin sheets (starting at 0.2 mm) and solid bars ranging from 1 mm to 75 mm in diameter.
Precision and Automation: Most modern flash welding machines are large, automated units with power supplies ranging from 10 kVA to 1500 kVA. This automation ensures consistent weld quality that is difficult to achieve manually.
Structural Integrity: Because the impurities are expelled during the flashing phase, the resulting weld typically possesses mechanical properties nearly identical to the base metal.
Industrial Applications
Due to its ability to create seamless, high-strength joints, flash butt welding is a staple in several critical industries:
Infrastructure: Joining long sections of railroad tracks and heavy-duty piping.
Automotive and Furniture: Creating tubular frames for windows, metal furniture, and automotive wheel rims.
Continuous Manufacturing: In rolling mills, flash welding is used to join the ends of wire or sheet coils to ensure a continuous feed into drawing equipment.
Tool Repair: It is the standard method for repairing broken band saw blades, allowing the blade to be rejoined without losing its structural flexibility.
Advantages and Limitations
Advantages | Limitations |
High-quality, pure welds free of oxides. | High initial equipment cost (large machinery). |
Faster than many other welding processes. | Thin sections may buckle under axial pressure. |
Capable of joining dissimilar metals. | The "flash" (excess metal) often requires post-weld machining for a smooth finish. |


