
Article details
Friction welding is a highly efficient solid-state welding process driven by a straightforward thermodynamic principle: the conversion of mechanical energy into heat energy. Rather than relying on external heat sources or filler metals, this method joins two coaxially aligned components by harnessing the intense frictional heat generated between their contacting surfaces.
Working Mechanism
The operation of friction welding relies on precise control of motion and pressure. The standard procedure follows a distinct sequence of events:

Setup and Rotation: One workpiece is clamped securely in a stationary holding device, such as a tailstock. The mating component is clamped in a chuck attached to a spindle, which is then rotated at extremely high speeds.
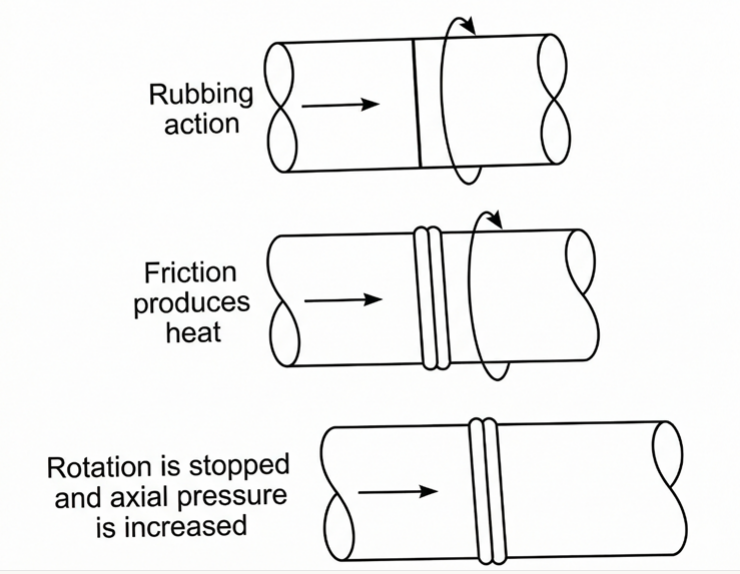
Contact and Rubbing: The stationary component is moved axially toward the rapidly rotating component. As the two faces meet, the intense rubbing action generates localized friction.
Heating and Plasticization: The frictional heat rapidly raises the temperature at the interface, causing the material edges to soften and reach a plastic state without actually melting.
Forging (Upsetting): Once the precise welding temperature is reached, a brake is applied to instantly stop the spindle's rotation. Simultaneously, the axial pressure is substantially increased. This compressive load creates a forging action that fuses the two materials together into a solid, high-strength joint.
Process Dynamics and Power Requirements
The shape, integrity, and strength of the resulting weld joint are primarily dictated by two variables: the rotational speed and the axial pressure applied during the process.
The power consumption during a friction welding cycle is dynamic. When the interfaces are initially brought into contact, the machine must draw maximum power to break through surface films, oxides, and microscopic asperities. Once this surface layer is disrupted and the joint begins to approach the required welding temperature, the power requirement drops significantly and remains relatively constant for the duration of the heating phase.
Capabilities and Parameters
Friction welding is remarkably versatile, provided a fundamental geometric condition is met: at least one of the components must possess rotational symmetry (such as a tube or a solid cylinder).
Material Compatibility: It is highly effective at joining dissimilar metals, allowing engineers to combine materials with different mechanical properties or thermal characteristics.
Size Capacities: The process is robust enough to weld solid steel bars up to 100 mm in diameter, as well as metallic pipes with outside diameters reaching up to 250 mm.
Operating Speeds: The surface speed of the rotating member during the rubbing phase can reach as high as 900 m/min.
Flash Formation and Post-Processing
During the final forging stage, the combination of high thermal energy and intense axial pressure forces the softened material outward from the joint interface. This plastic deformation results in a ring of extruded material known as a "flash." While this flash is a sign of a sound, well-consolidated weld, it is often geometrically objectionable. Fortunately, it can be easily removed through subsequent machining or grinding operations to achieve a flush surface.
Industrial Applications
Because it produces reliable, high-strength joints across a wide variety of materials and cross-sections, friction welding is heavily utilized in manufacturing and heavy industry. Common applications include:
Welding drill bits to their corresponding shanks.
Fusing automotive engine valves to their stems.
Joining axles to their respective hubs.


