")
Article details
Gas Tungsten Arc Welding (GTAW), commonly referred to as Tungsten Inert Gas (TIG) welding, is a highly precise arc welding process utilized extensively in modern manufacturing. The process relies on a non-consumable tungsten electrode to establish an electric arc, generating the localized heat required to melt and join metallic workpieces.
Originally developed to overcome the unique challenges of welding aluminum and magnesium—materials that rapidly form disruptive oxide layers when exposed to the atmosphere—GTAW has become a fundamental process for achieving high-purity, structurally sound welds.
Shielding Mechanism
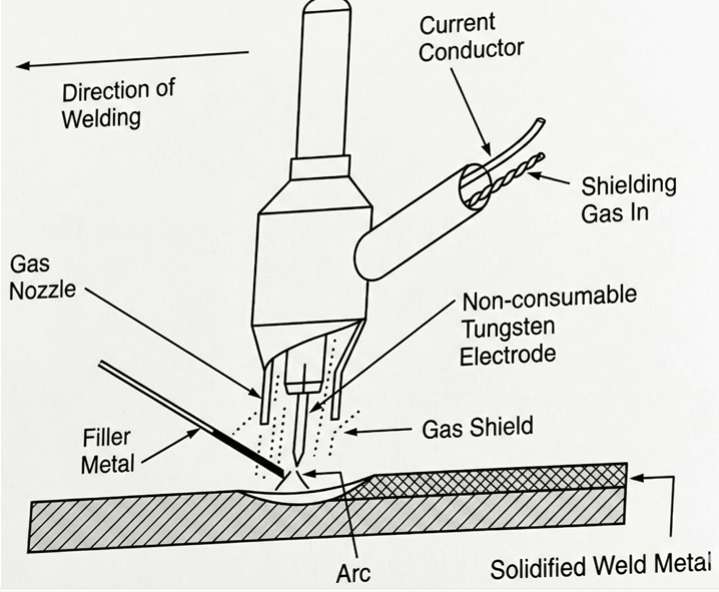
The fundamental setup of a GTAW operation involves a specialized torch, a power supply, shielding gas, and an optional filler metal.

The Electrode: Unlike processes like SMAW or GMAW, the electrode in TIG welding is not consumed to form the weld bead. To withstand the extreme temperatures of the welding arc without melting, the tungsten is frequently alloyed with elements such as Thorium and Beryllium, which significantly increase its thermal resistance.
The Torch Assembly: The electrode is housed within a torch body equipped with a gas nozzle. This nozzle, typically attached via a threaded connection, is often considered the most fragile component of the torch assembly and requires careful handling.
Atmospheric Protection: To prevent the molten weld pool from reacting with oxygen and nitrogen in the air, a constant stream of shielding gas is directed through the nozzle. While inert gases like Helium, Neon, and Argon are standard, specific applications may utilize other gases; for example, Nitrogen is frequently preferred as a shielding environment when welding copper.
Filler Metal: When required by the joint design, a separate filler rod is manually or automatically fed into the leading edge of the weld pool.
Power Supply and Polarity Optimization
The selection of electrical current and polarity is critical in GTAW and is dictated almost entirely by the workpiece material.
Direct Current Straight Polarity (DCSP) For the majority of metals, DCSP is the standard electrical configuration. In this setup, the heat concentration is heavily biased toward the workpiece rather than the electrode. This thermal dynamic results in a narrow, deep-penetrating weld profile, making it highly efficient for most standard steel and alloy applications.
The Aluminum and Magnesium Exception Welding Aluminum (Al) and Magnesium (Mg) alloys presents unique metallurgical challenges that render DCSP unsuitable.
If DCSP is used on these alloys, severe oxide formation occurs at high temperatures, which physically blocks the emission of electrons from the electrode and destabilizes the arc.
To disrupt this oxide layer, Direct Current Reverse Polarity (DCRP) can be applied. The reverse current effectively blasts the oxides off the surface; however, it shifts the heat concentration back onto the tungsten electrode. This dramatically increases the electrode's melting rate while simultaneously reducing the depth of penetration into the workpiece.
The Solution: To achieve both the "cleaning action" required to break down the oxide layer and the penetration required for a sound joint, Alternating Current (AC) is utilized for Al and Mg alloys. AC power alternates between straight and reverse polarity, striking an ideal balance between oxide removal and thermal penetration.
Applications
While the reliance on continuous inert shielding gas makes GTAW more expensive than simpler processes like Shielded Metal Arc Welding (SMAW), the investment is justified by the superior quality of the final product.
Because the process produces a relatively small weld bead with exceptional control over heat input, it is uniquely suited for:
Thin Sheet Fabrication: The precise heat control minimizes warping and burn-through on thin-gauge metals.
All-Position Welding: The low volume of the molten pool allows operators to weld in flat, horizontal, vertical, and overhead positions.
Critical Industry Applications: It is heavily utilized in the aerospace and automotive sectors, particularly for fabricating components from aluminum, magnesium, titanium, and various refractory metals.
Ultimately, GTAW provides an unmatched surface finish and high-quality, defect-free welds across a diverse range of workpiece thicknesses and complex geometries.


