
Article details
Die casting is a pivotal manufacturing process in modern metallurgy, defined by the injection of molten metal into a metallic die under high pressure. Within this category, Hot Chamber Die Casting is a distinct method widely utilized for its speed and efficiency.
Unlike "gravity die casting," where liquid metal fills the mold simply due to its own weight, hot chamber die casting falls under the banner of pressure die casting. It utilizes significant force to fill permanent molds made from durable materials such as cast iron, die steels, copper, or aluminum.
The Working Principle

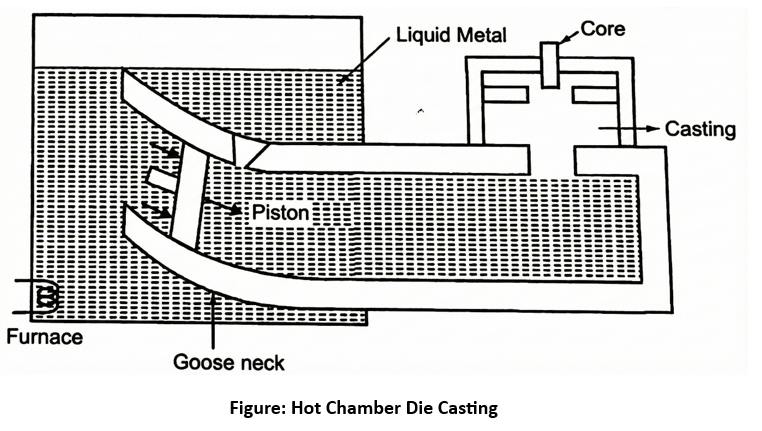
Figure: Hot Chamber Die Casting
The defining feature of the hot chamber process is the integration of the injection mechanism directly into the furnace.
The Injection Cycle: A piston and cylinder setup is submerged within the reservoir of molten metal. When the cycle begins, the piston descends, trapping a specific volume of liquid metal.
The Gooseneck: The piston forces this metal through a curved channel, technically referred to as a "gooseneck," and through a nozzle into the die cavity.
Pressurization: The process operates under significant pressure, generally averaging around 15 MPa but capable of reaching up to 35 MPa.
Solidification: The metal is held under this pressure until it solidifies within the die. To expedite cooling and extend the lifespan of the tool, the die blocks are typically cooled using circulating water or oil through internal passageways.
Material Suitability
Because the injection components are submerged in the molten bath, this process is chemically limited to alloys with lower melting points. If high-melting-point metals (like pure aluminum or copper) were used, they would rapidly erode the submerged steel piston and gooseneck.
Commonly cast alloys include:
Zinc
Magnesium
Tin
Lead
Advantages of Hot Chamber Die Casting
This method is favored in mass manufacturing for several distinct reasons:
High Production Rates: The process is extremely fast. Since the metal is already molten and right next to the die, cycle times are short, allowing for production rates as high as 150 to 250 casts per hour.
Dimensional Accuracy: It offers tight control over dimensions, with tolerances ranging from 0.01 to 0.03 inches.
Mechanical Strength: The rapid cooling rates associated with the water-cooled dies produce a fine-grain structure in the metal, resulting in components with superior strength.
Economic Viability: For large-scale production runs, the ability to reuse the same mold repeatedly makes this one of the most economical casting methods available.
Limitations
despite its efficiency, the process has specific drawbacks:
Size Constraints: There is a limit to the maximum size of the casting; it is generally suited for small-to-medium components.
Porosity Issues: A common defect in pressure die casting is air entrapment. As the metal is injected at high speed, air in the die cavity can get trapped inside the solidifying metal, causing porosity.
Material Limitations: As noted, it is not suitable for high-melting-point alloys which would damage the machine's submerged components.
Industrial Applications
Due to its precision and speed, Hot Chamber Die Casting is frequently used to manufacture complex, high-volume parts, including:
Fuel injection pumps
Valve bodies
Crank castings
Small connecting rods and collaborators


