
Article details
Die casting is a high-pressure process used to produce accurate, smooth, and repeatable metal parts. The two primary variants are hot chamber and cold chamber die casting. The choice between them depends mainly on alloy melting temperature, machine arrangement, cycle time, and component size. This comparison explains the process differences, mechanics, advantages, and typical applications to help engineers select the right method.
🔥 Hot Chamber Die Casting
In Hot Chamber Die Casting, the injection system (gooseneck and plunger) is immersed in a built-in furnace containing molten metal. When the plunger advances, metal is pushed directly into the die cavity.
Best suited for: zinc, magnesium, lead, and tin alloys (low melting point).
Key traits:
Very fast cycle time (no ladling)
Excellent repeatability
Limited to low-temperature alloys to avoid erosion of immersed parts
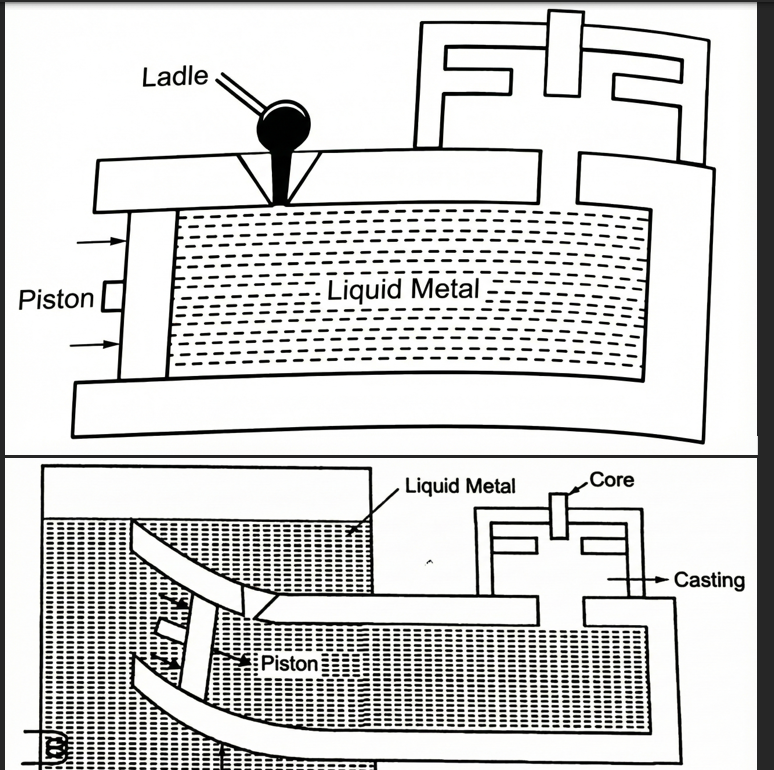
❄️ Cold Chamber Die Casting
In Cold Chamber Die Casting, molten metal is prepared in a separate furnace and ladled into a shot sleeve. A plunger then injects it into the die.
Best suited for: aluminum and copper-based alloys (higher melting point).
Key traits:
Slightly slower cycle (due to ladling)
Handles aggressive, high-temperature alloys
Injection components are protected from continuous heat
Working Difference at a Glance
Aspect | Hot Chamber | Cold Chamber |
|---|---|---|
Metal source | Built-in furnace | External furnace |
Injection path | Gooseneck immersed in melt | Shot sleeve filled each cycle |
Suitable alloys | Zn, Mg, Pb, Sn | Al, brass, bronze |
Cycle time | 2–10 s (very fast) | 15–60 s (moderate) |
Machine wear | Higher (immersed parts) | Lower |
Casting size | Small to medium | Medium to large |
Injection pressure | ~10–50 MPa | ~40–150 MPa |
Oxidation risk | Lower | Slightly higher (ladling step) |
Process Mechanics Comparison
Metal Handling
Hot chamber: Metal is always ready in the gooseneck → rapid injection.
Cold chamber: Each shot requires measured ladling → added step.
Thermal Exposure
Hot chamber: Components constantly exposed to molten metal.
Cold chamber: Injection system exposed only during the shot.
Pressure Requirement
Hot chamber: Lower pressure because zinc/magnesium flow easily.
Cold chamber: Higher pressure to push aluminum/brass through thin gates quickly.
Advantages Comparison
Criteria | Hot Chamber | Cold Chamber |
|---|---|---|
Productivity | Excellent | Good |
Surface finish | Excellent | Excellent |
Dimensional accuracy | High | High |
Alloy flexibility | Limited | Wide |
Equipment complexity | Moderate | Moderate |
Maintenance | Higher (erosion risk) | Lower |
Typical Applications
Hot Chamber:
Electrical housings
Locks, handles, hinges
Small precision gears
Consumer hardware parts
Cold Chamber:
Automotive gearbox housings
Engine brackets and covers
Pump and compressor bodies
Structural aluminum parts
Selection Guidelines for Engineers
Choose hot chamber when:
Alloy melting point is low (zinc/magnesium)
Very high production rate is required
Parts are small to medium and highly repetitive
Choose cold chamber when:
Alloy melting point is high (aluminum/brass)
Parts are larger or structurally stronger
Machine longevity is important


