
Article details
Investment Casting: Process, Principles, Materials, and Applications
Investment casting—often called lost wax casting—is one of the oldest and most precise metal casting methods known to manufacturing. From ancient jewelry and sculptures to modern aerospace turbine blades, this process has evolved into a highly controlled, precision-oriented manufacturing technique capable of producing complex geometries with exceptional dimensional accuracy and surface finish.
This article explains the principle, step-by-step process, materials, advantages, limitations, and industrial applications of investment casting in detail.
1. Principle of Investment Casting
The core principle of investment casting is simple yet powerful:
A wax pattern identical to the final component is created, coated with refractory ceramic layers to form a shell, the wax is melted out, and molten metal is poured into the cavity to reproduce the exact geometry.
Because the mould is destroyed after casting, investment casting belongs to the family of expendable mould casting processes. The term investment refers to “investing” or surrounding the wax pattern with refractory material.
2. Step-by-Step Investment Casting Process
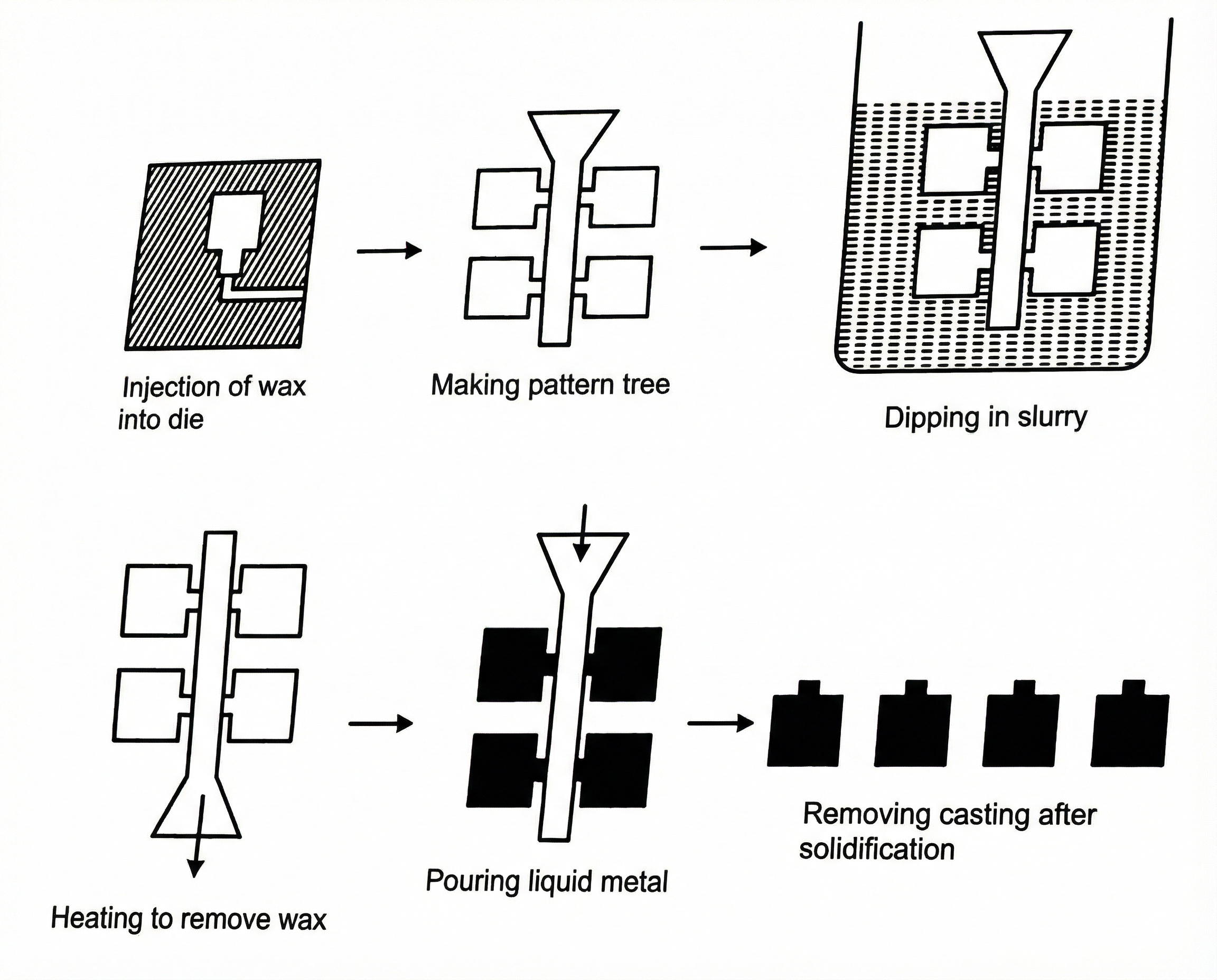
Step 1: Wax Pattern Creation
A metal die is used to inject molten wax and produce a wax replica of the final part. Multiple wax patterns can be made with very high repeatability.
Step 2: Pattern Assembly (Treeing)
Several wax patterns are attached to a central wax runner to form a cluster or tree. This allows multiple parts to be cast in one mould.
Step 3: Shell Building (Ceramic Coating)
The wax tree is repeatedly:
Dipped into a ceramic slurry
Sprinkled with refractory sand (stucco)
Air dried
This process is repeated 6–10 times to build a strong ceramic shell of sufficient thickness.
Step 4: Dewaxing
The ceramic-coated assembly is heated in an autoclave or furnace. The wax melts and drains out, leaving a hollow cavity inside the shell.
Step 5: Shell Firing (Preheating)
The shell is fired at high temperature to:
Burn out residual wax
Increase shell strength
Preheat the mould for metal pouring
Step 6: Pouring of Molten Metal
Molten metal is poured into the hot ceramic shell. Preheating prevents thermal shock and ensures proper filling.
Step 7: Solidification and Cooling
The metal solidifies inside the shell, reproducing intricate details of the pattern.
Step 8: Shell Breaking (Knockout)
The ceramic shell is broken to retrieve the cast parts.
Step 9: Cutting and Finishing
Individual parts are cut from the tree, followed by minimal machining, grinding, or polishing.
3. Materials Used
Pattern Materials
Paraffin wax
Beeswax
Plastic wax blends
Shell (Refractory) Materials
Silica
Zircon
Alumina
Mullite
Metals Commonly Cast
Stainless steels
Carbon steels
Aluminum alloys
Nickel-based superalloys
Cobalt alloys
Brass and bronze
4. Important Characteristics
Investment casting offers:
Dimensional accuracy up to ±0.1 mm
Surface finish as good as Ra 1.5–3 µm
Capability to cast very thin sections (as low as 1 mm)
Complex internal passages without cores
Near net-shape manufacturing (minimal machining)
5. Advantages of Investment Casting
High precision and fine detail reproduction
Excellent surface finish
Ability to cast complex geometries
No parting line
Reduced machining cost
Suitable for high melting point alloys
Multiple parts cast simultaneously (treeing)
6. Limitations
Higher cost compared to sand casting
Longer production cycle time
Fragile ceramic shells require careful handling
Not economical for very large components
Skilled control required in shell building
7. Types of Investment Casting
a) Solid Mold Investment Casting
Traditional method where the entire mould is solid ceramic.
b) Ceramic Shell Investment Casting
Modern method using thin ceramic shell—lighter, faster, and economical.
c) Vacuum Investment Casting
Used for reactive alloys like titanium to avoid oxidation.
8. Gating and Feeding in Investment Casting
Unlike sand casting, the gating system is part of the wax tree. Proper design ensures:
Smooth metal flow
Reduced turbulence
Directional solidification
Minimal shrinkage defects
Risers are often unnecessary due to controlled solidification.
9. Applications in Industries
Aerospace
Turbine blades
Nozzle guide vanes
Structural brackets
Automobile
Turbocharger wheels
Gear components
Valve bodies
Medical
Surgical instruments
Orthopedic implants
Defense
Firearm components
Precision housings
Jewelry and Art
Gold and silver ornaments
Sculptures
10. Comparison with Other Casting Processes
Feature | Investment Casting | Sand Casting | Die Casting |
|---|---|---|---|
Accuracy | Very high | Moderate | High |
Surface Finish | Excellent | Rough | Good |
Complexity | Very high | Moderate | Moderate |
Cost | High | Low | Medium |
Production Rate | Moderate | Low | High |
11. Defects in Investment Casting
Common defects include:
Shell cracking
Misruns
Shrinkage porosity
Inclusion from shell material
Wax pattern distortion
Proper control of slurry viscosity, drying time, and pouring temperature reduces these issues.
12. Why Investment Casting is Called Precision Casting
Because it can produce parts that:
Require little or no machining
Have tight tolerances
Maintain repeatability across batches
This makes it ideal for critical engineering components.
13. Modern Developments
Recent advancements include:
3D printed wax patterns
Automated shell dipping systems
Computer simulation of filling and solidification
Use of advanced ceramic materials
These innovations reduce lead time and improve consistency.


