")
Article details
Lost Foam Casting (LFC), also known as the Expandable Pattern Process, is an advanced expendable mould casting technique where a foam pattern (usually polystyrene) is embedded in sand and vaporized by molten metal during pouring. The metal occupies the space previously held by the foam, producing a near net-shape casting without needing pattern withdrawal, cores, or parting lines.
This process is widely used in automotive and machinery industries for producing complex, lightweight, and dimensionally accurate castings with simplified mould preparation.
1. Principle of Lost Foam Casting
The core idea is:
A foam pattern replicates the final component. When molten metal is poured, the foam evaporates and is replaced by metal, forming the casting cavity in situ.
Because the pattern disappears during pouring, the process eliminates:
Pattern removal
Core setting
Parting line issues
2. Step-by-Step Process
Step 1: Foam Pattern Making
Patterns are made from expanded polystyrene (EPS) beads in an aluminum die using steam. Multiple patterns can be glued to form a cluster.
Step 2: Pattern Coating
The foam cluster is coated with a refractory slurry to:
Improve surface finish
Control permeability
Prevent sand erosion
Step 3: Mould Preparation
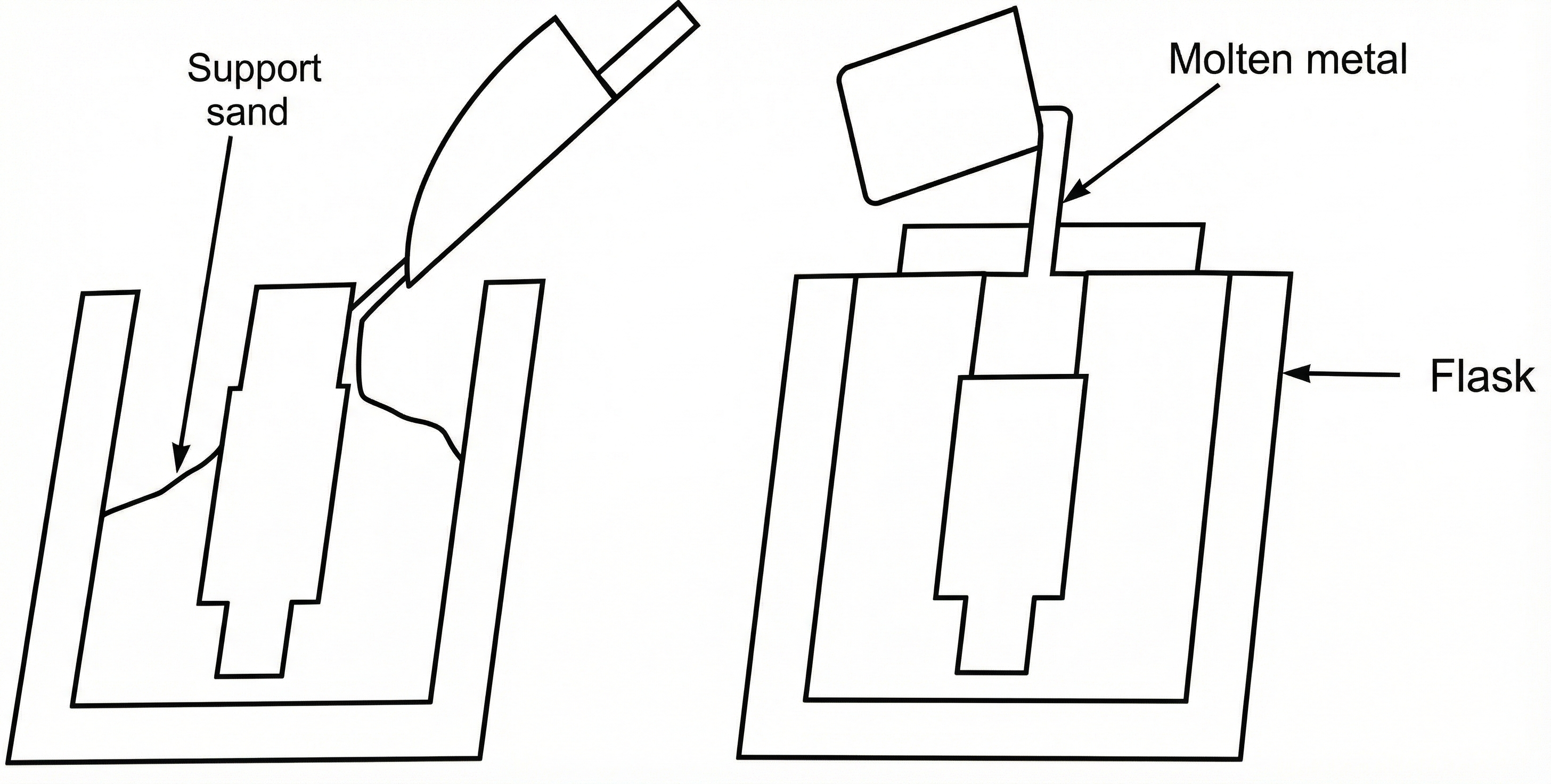
The coated pattern is placed in a flask and surrounded by unbonded dry sand. Vibration compacts the sand to support the fragile pattern.
Step 4: Pouring
Molten metal is poured directly into the mould. The heat causes:
Foam to vaporize
Gases to escape through the sand
Metal to fill the cavity
Step 5: Solidification
Metal solidifies in the shape of the pattern.
Step 6: Shakeout
After cooling, sand is removed and reused. No mould breaking is required.
3. Materials Used
Pattern Material
Expanded Polystyrene (EPS)
Polymethyl methacrylate (PMMA) (for better gas behavior)
Coating Materials
Silica
Zircon
Alumina-based refractory coatings
Metals Cast
Cast iron
Aluminum alloys
Steel alloys
4. Unique Features of Lost Foam Casting
No cores required
No parting line
Complex internal passages possible
Excellent dimensional accuracy
Minimal machining required
Sand is reusable (eco-friendly)
5. Advantages
Simplified moulding process
Reduced labour and tooling
Good surface finish
High design freedom
Suitable for mass production
Reduced fettling and cleaning
Lower environmental impact (no binders in sand)
6. Limitations
Pattern is fragile and must be handled carefully
Gas defects possible if coating permeability is poor
Limited to certain metals
Pattern cost can be high for small batches
Requires precise control of pouring temperature
7. Comparison with Investment Casting
Feature | Lost Foam Casting | Investment Casting |
|---|---|---|
Pattern | Foam (evaporates) | Wax (melted out) |
Mould | Dry sand | Ceramic shell |
Cost | Lower | Higher |
Surface Finish | Good | Excellent |
Production Rate | High | Moderate |
Complexity | High | Very high |
8. Applications
Automotive Industry
Engine blocks
Cylinder heads
Manifolds
Pump & Valve Industry
Complex housings
Impellers
Machinery Parts
Gear housings
Compressor bodies
9. Defects in Lost Foam Casting
Gas porosity from incomplete foam evaporation
Sand erosion
Misruns due to slow vaporization
Carbon defects in iron castings
Proper coating thickness, sand compaction, and controlled pouring minimize these issues.
10. Why It Is Called the Expandable Pattern Process
Because the foam beads expand during steam molding to form the pattern, which is later consumed during casting.
11. Industrial Significance
Lost foam casting reduces process steps compared to traditional sand casting and enables economical production of intricate parts, especially in automotive mass manufacturing where complex geometry and consistency are critical.


