")
Article details
Shielded Metal Arc Welding (SMAW), colloquially known as stick welding, remains a cornerstone of the fabrication industry. Despite the advent of automated processes, SMAW accounts for nearly half of all industrial and maintenance welding globally due to its portability and versatility.
Mechanism of SMAW

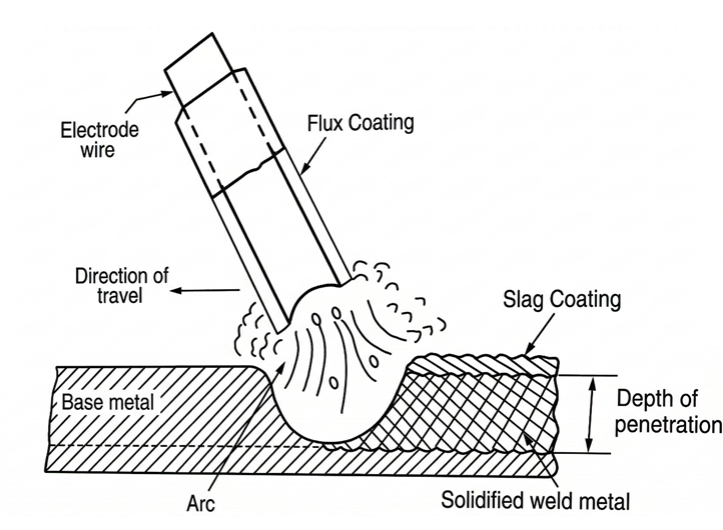
The process relies on the creation of an electric arc between a flux-coated consumable electrode and the workpiece. When the tip of the electrode touches the base metal and is slightly withdrawn, an arc is initiated. This arc generates intense thermal energy, sufficient to melt the tip of the electrode, its coating, and the surface of the base metal.
As the metal melts, a weld pool forms. The flux coating on the electrode plays a dual role:
Shielding: It decomposes into a gas that protects the molten pool from atmospheric contaminants like oxygen and nitrogen.
Deoxidizing: It cleans the weld area and forms a protective slag coating over the solidified weld, which is later chipped away.
Current Range: Typically operates between 50A and 300A.
Power Requirements: Generally requires less than 10 kW.
Electrode Dimensions: Standard sticks range from 2.5 mm to 6.35 mm in diameter and 300 mm to 450 mm in length.
Polarity in DC Welding
In Direct Current (DC) SMAW, the direction of current flow—polarity—is a critical variable that dictates the characteristics of the weld.
1. Straight Polarity (DCEN)
In Direct Current Electrode Negative (DCEN), the electrode is connected to the negative terminal and the workpiece to the positive.
Characteristic: Results in shallow penetration.
Best Use: Ideal for welding thin sheet metals or joints with wide gaps where burn-through must be avoided.
2. Reverse Polarity (DCEP)
In Direct Current Electrode Positive (DCEP), the electrode is positive and the workpiece is negative.
Characteristic: Provides deeper weld penetration.
Best Use: Preferred for heavy-duty structural joints requiring high integrity.
3. Alternating Current (AC)
When using AC, the arc pulsates as the current direction reverses rapidly. This method is particularly effective when using large-diameter electrodes at maximum currents or when welding very thick sections where "arc blow" might occur with DC.
Polarity Selection
Polarity | Connection | Penetration | Primary Application |
DCEN (Straight) | Workpiece (+) | Shallow | Sheet metal, wide gaps |
DCEP (Reverse) | Electrode (+) | Deep | Heavy plate, structural |
AC | Alternating | Medium | Thick sections, large electrodes |


