
Article details
Metal casting is one of the oldest and most versatile manufacturing methods, enabling engineers to produce complex shapes by pouring molten metal into a mould and allowing it to solidify. Despite advances in machining, forming, and additive manufacturing, casting remains indispensable for components that demand complex geometry, internal cavities, and economical bulk production.
This article explains the fundamental principles, essential terminology, and critical design allowances that govern successful casting practice.
1. Principle of Metal Casting
The basic principle is straightforward:
Molten metal is poured into a prepared mould cavity of the desired shape. After solidification, the mould is removed to obtain the casting.
The quality of a casting depends on:
Proper mould design
Controlled metal flow
Directional solidification
Correct allowances for shrinkage and machining
2. Solidification and Heat Transfer
Solidification begins at the mould walls and progresses inward. Proper control ensures directional solidification toward the riser to avoid shrinkage cavities.
Key factors:
Pouring temperature
Mould material
Section thickness
Riser placement
3. Essential Terminology in Casting
Mould
A hollow cavity that gives shape to the molten metal.
Pattern
A replica of the casting used to prepare the mould cavity.
Core
A sand insert used to create internal cavities.
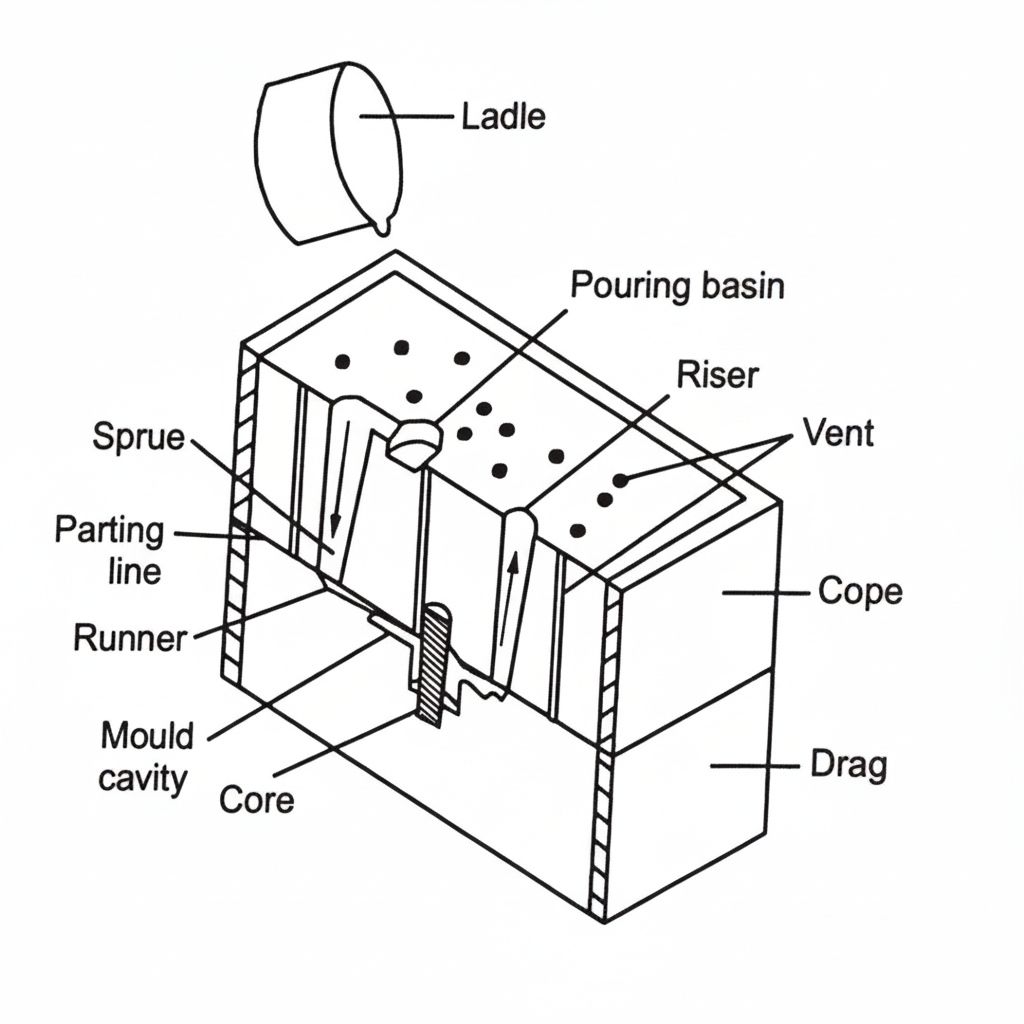
Gating System
Passages through which molten metal flows into the mould:
Pouring basin
Sprue
Runner
Gate
Riser (Feeder)
A reservoir of molten metal that feeds the casting during solidification shrinkage.
Chaplets
Metal supports used to hold cores in position.
Draft
Taper provided on pattern surfaces to allow easy removal.
Parting Line
The dividing line between two halves of the mould.
4. Types of Shrinkage in Casting
Liquid Shrinkage – volume reduction before solidification
Solidification Shrinkage – during phase change
Solid Shrinkage – after solidification as metal cools to room temperature
Risers are designed to compensate for solidification shrinkage.
5. Design Allowances in Casting
Design allowances are intentional dimensional modifications made to the pattern to achieve accurate final casting size.
A) Shrinkage Allowance
Metals contract as they cool. Patterns are made larger to compensate.
Metal | Shrinkage Allowance (mm/m) |
|---|---|
Grey Cast Iron | 10 |
Steel | 20 |
Aluminum | 13 |
Brass | 15 |
B) Machining Allowance
Extra material is provided for surfaces that require machining after casting.
Typical range: 2–12 mm depending on size and metal.
C) Draft Allowance
Taper provided to enable easy pattern withdrawal.
External surfaces: 1–2°
Internal surfaces: 2–3°
D) Distortion Allowance
Provided for shapes prone to warping (e.g., U, V, L shapes). Pattern is intentionally distorted in the opposite direction.
E) Rapping Allowance (Negative Allowance)
Due to rapping (pattern loosening), the cavity enlarges slightly. Pattern dimensions are reduced slightly to compensate.
6. Gating and Feeding Considerations
A well-designed gating system ensures:
Smooth, turbulence-free flow
Minimum erosion
Controlled filling time
A proper riser ensures:
Directional solidification
Prevention of shrinkage cavities
7. Factors Affecting Casting Design
Uniform wall thickness
Smooth transitions and fillets
Avoid sharp corners
Proper core support
Correct parting line selection
8. Common Casting Defects (Design Related)
Shrinkage cavities
Misruns
Cold shuts
Blow holes
Hot tears
Most of these can be prevented by correct allowances and feeding design.
9. Importance of Pattern Design
Pattern design directly influences:
Dimensional accuracy
Ease of mould preparation
Surface finish
Production rate
10. Practical Guidelines for Designers
Maintain uniform sections
Use generous fillets
Avoid sudden thickness changes
Provide proper draft
Plan machining surfaces carefully
Ensure proper gating and riser locations

