
Article details
Welding is far more than just melting two pieces of metal together. It is a complex metallurgical process involving rapid heating, chemical reactions, and controlled solidification. The quality of a weld—its strength, ductility, and resistance to failure—is dictated by the microscopic changes that occur within the metal during this thermal cycle.
Classification of Welding
At its core, welding is the joining of materials through heat, pressure, or a combination of both. When classifying a weld based on the materials involved, we look at the filler metal:
Homogeneous Welding: The filler material is identical to the base metal.
Heterogeneous Welding: The filler material differs from the base metal.
Autogenous Welding: A joint produced without any filler metal at all, where the weld zone consists entirely of fused base material.
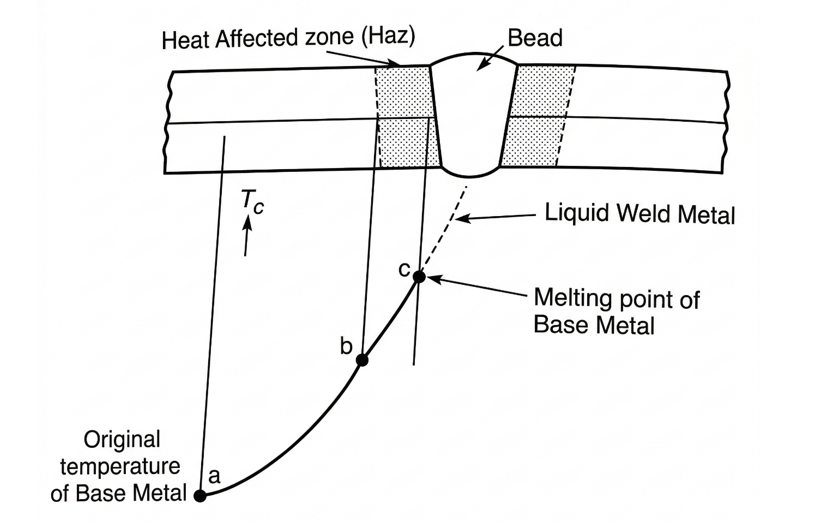
The Three Critical Zones of a Weld
A cross-section of a weld reveals three distinct regions, each with unique physical and chemical properties:

Weld Metal (Fusion Zone): This is the area that was completely molten. It consists of a mixture of the base metal and (if used) the filler metal.
Heat Affected Zone (HAZ): This region is the "middle ground." The metal here did not melt, but it was heated to temperatures high enough to alter its microstructure and properties.
Base Metal: The original material that remains unaffected by the heat of the welding process.
Solidification and Microstructure in the Weld Bead
As the molten weld pool cools, it undergoes a transformation that determines the joint's final toughness.
Grain Growth: Cooling begins at the fusion line and moves toward the center. This often results in long columnar grains at the edges and coarse grains toward the center. Generally, finer grains lead to better mechanical properties.
Gas Porosity: Molten metal has a high affinity for gases like oxygen, nitrogen, and hydrogen. As the metal cools, its ability to hold these gases decreases. If the cooling is too rapid or the gases are trapped in a "mushy zone" during solidification, they form small bubbles or pores. This porosity acts as a structural defect that significantly reduces the weld's overall strength.
Ductility vs. Strength: There is a delicate balance between these two. While the center of the bead may have higher ductility and toughness due to slow cooling, the presence of coarse grains can simultaneously lower the yield strength compared to the original base metal.
Complexity of the Heat Affected Zone (HAZ)
The HAZ is often the "weak link" in a welded joint. Because this area is subjected to intense heat for a specific duration, it undergoes recrystallization.
For metals that were originally cold-worked (strengthened by mechanical deformation), the heat of welding causes the elongated, strong grains to recrystallize and grow. This grain growth makes the HAZ softer and weaker than the surrounding metal. Consequently, if a welded component fails under tension, the break often occurs in the HAZ rather than the weld bead itself.
The properties of the HAZ are influenced by:
Heat Input: The total energy applied per unit length.
Cooling Rate: How fast the metal returns to ambient temperature.
Peak Temperature: The maximum heat reached in that specific area.
Conclusion
Successful welding requires a deep understanding of metallurgy. By managing the thermal cycle, engineers can control the grain size and minimize defects like porosity and internal stresses. While the weld bead provides the connection, the integrity of the Heat Affected Zone ultimately determines if the joint can withstand the rigors of its intended environment.


