
Article details
Oxy-acetylene welding, a primary form of chemical welding, utilizes the combustion of acetylene (![]() ) in the presence of oxygen (
) in the presence of oxygen (![]() ) to generate a high-temperature flame. This process is versatile, used extensively for joining metals and for precision cutting of heavy steel plates. Understanding the chemical reactions, cylinder safety, and flame characteristics is essential for effective application in mechanical engineering.
) to generate a high-temperature flame. This process is versatile, used extensively for joining metals and for precision cutting of heavy steel plates. Understanding the chemical reactions, cylinder safety, and flame characteristics is essential for effective application in mechanical engineering.
Gas Storage and Safety Protocols
The storage of gases used in welding requires specific material considerations to prevent hazardous chemical reactions or corrosion.
Oxygen Cylinders: These typically use brass valves. Brass is preferred because it is highly resistant to corrosion, ensuring the valve remains functional over long periods.
Acetylene Cylinders: Acetylene is unstable and can explode under its own weight if pressurized in a hollow cylinder. To mitigate this, cylinders are filled with a porous material like calcium silicate and saturated with acetone. Acetylene dissolves in acetone, and its solubility increases with pressure, allowing for safe storage at higher pressures.
Material Compatibility: Only stainless steel or steel valves are used for acetylene. Copper or brass (which contains copper) must be avoided, as acetylene reacts with copper to form copper acetylide, a highly sensitive explosive compound.
Characterization of Welding Flames
The properties of the oxy-acetylene flame are determined by the ratio of oxygen to acetylene. These are categorized into three distinct types:
A. Neutral Flame

The neutral flame is produced by a 1:1 ratio of oxygen and acetylene. It is the most commonly used flame for welding low-carbon steels and aluminum.
Structure: Consists of a white inner core and a blue outer envelope.
Temperature: Reaches approximately 3100°C to 3150°C.
Identification: Recognized by a clear, luminous cone and a distinct hissing sound, indicating complete combustion.
B. Carburizing (Reducing) Flame

A carburizing flame occurs when there is an excess of acetylene. This flame contains unburned carbon, which can be absorbed by the molten metal.
Characteristics: It features a third zone—an intermediate "acetylene feather" (reddish in color) between the inner cone and outer envelope.
Applications: Used for welding high-carbon steels and cast iron.
Effect on Weld: The excess carbon can make the weld bead hard and brittle with a pitted surface. It is generally quieter than a neutral flame.
C. Oxidizing Flame

This flame is produced by an excess of oxygen. It is the hottest flame type, reaching temperatures near 3480°C.
Structure: The inner cone becomes shorter and more pointed compared to a neutral flame.
Applications: Specifically used for welding copper and zinc alloys (brasses/bronzes).
Identification: It produces a loud "roaring" sound and a very bright white inner cone.
The Chemistry of Combustion
The heat generation in the flame occurs through a two-stage chemical reaction:
Primary Reaction (Inner Cone):
![]()
Secondary Reaction (Outer Envelope):
![]()
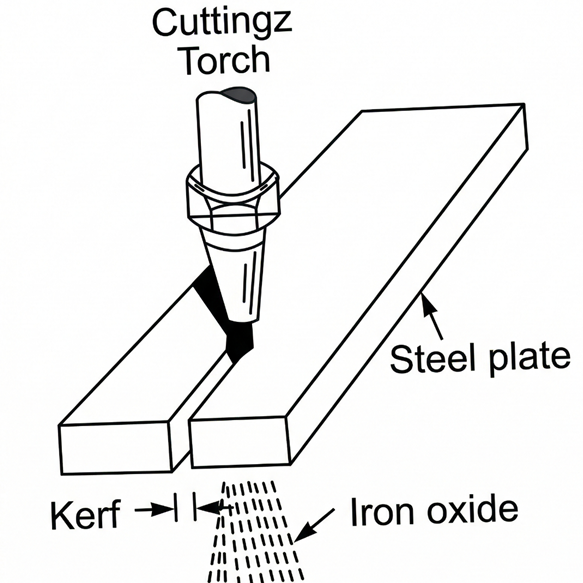
Principles of Gas Cutting

Gas cutting is not a melting process, but rather a rapid oxidation process. The metal is heated to its kindling temperature (the temperature at which it begins to burn in oxygen), and then a high-pressure stream of pure oxygen is introduced.
Essential Conditions for Cutting:
Kindling vs. Melting: The kindling temperature of the metal must be lower than its melting point.
Oxide Fluidity: The melting point of the metal oxide (e.g., iron oxide) must be lower than that of the parent metal. This allows the oxide to become fluid and be blown away by the oxygen jet, creating the kerf (the width of the cut).
Thermal Conductivity: The material should have low thermal conductivity to ensure heat remains localized, allowing the metal to reach its kindling temperature quickly.
While steel is easily cut using this method, metals like aluminum cannot be cut by standard gas cutting because their oxides have much higher melting points than the parent metal itself.


