:")
Article details
Plasma Arc Welding (PAW) is an advanced liquid-state welding process that serves as an evolutionary refinement of Gas Tungsten Arc Welding (GTAW). By constricting the electric arc through a fine-bore copper nozzle, the process creates a high-velocity, high-temperature plasma stream capable of exceptional precision and deep penetration.
Physics of Plasma
Plasma is often described as the fourth state of matter. It consists of a pool of ionized gas where electrons and ions move independently. In the PAW process, an initial arc is struck between a tungsten electrode and the workpiece. As the gas passes through this arc, it absorbs massive amounts of thermal energy, becomes ionized, and transforms into plasma.
Mechanisms and Process Setup

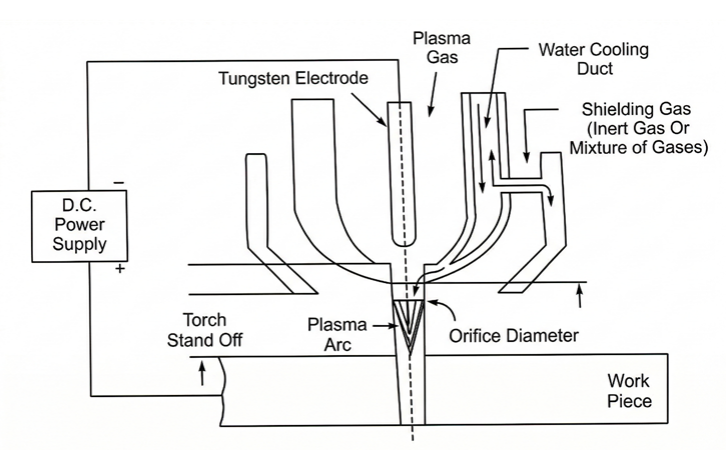
Figure 1 setup of plasma arc welding

The PAW system is distinguished by its specialized torch design, which facilitates a "constricted" arc. Unlike standard arc welding where the arc is divergent, the PAW nozzle forces the gas through a small orifice, resulting in a columnar and highly concentrated heat source.
Temperature Control: While the core temperature of a plasma arc can reach 50,000 C, industrial welding operations typically restrict this to approximately 20,000 C to maintain metallurgical integrity.
Heat Release: When the high-velocity plasma jet impinges on the workpiece, the ions and electrons recombine into atoms and molecules. This recombination releases intense latent heat, which melts the base metal.
The Keyhole Phenomenon: One of the most significant advantages of PAW is the "keyhole" effect. The high energy density allows the plasma jet to pierce entirely through the metal, creating a small hole at the leading edge of the weld pool. As the torch moves, surface tension causes the molten metal to flow back into the hole, ensuring 100% penetration and a very narrow Heat Affected Zone (HAZ).
Transferred vs. Non-Transferred Arc
PAW operates in two distinct modes depending on the electrical circuit:
Transferred Type: The arc is maintained between the electrode and the workpiece. This is used for high-speed welding of conductive metals.
Non-Transferred Type: The arc occurs between the electrode and the internal nozzle. The heat is carried to the workpiece solely by the plasma gas. This is ideal for lower-heat applications or plasma spraying.
Advantages and Applications
PAW offers several technical benefits over traditional GTAW, including higher arc stability, faster welding speeds (120 to 1000 mm/min), and reduced thermal distortion.
Feature | Plasma Arc Welding (PAW) |
Energy Density | Extremely high and concentrated |
Penetration | Deep (up to 20 mm for specific alloys) |
Material Range | Stainless steel, Titanium, Aluminum, and high-melting-point metals |
Industries | Aerospace, Jet engine manufacturing, Precision instruments |
Critical Considerations
Despite its efficiency, PAW requires specialized operator training and rigorous safety protocols. The process generates intense ultraviolet (UV) and infrared (IR) radiation, which is significantly more powerful than standard arc welding and can be harmful to the skin and eyes. Additionally, the equipment produces high noise levels and requires protective shielding against glare and spatter.
When the plasma torch is utilized with higher gas flow rates, it transitions from a welding tool to a metal melting process, commonly known as plasma cutting, capable of slicing through thick conductive materials with ease.


