
Article details
Projection welding is an advanced variation of resistance spot welding designed to optimize manufacturing efficiency. While traditional spot welding creates a single weld per cycle using pinpoint electrodes, projection welding allows for the simultaneous creation of multiple welds in a single stroke. This capability makes it highly valuable in mass-production environments, particularly for sheet metal assemblies and fastener integration.

Working Principle
The fundamental principle of projection welding relies on localizing the heat generation at specific, pre-determined contact points rather than relying on the shape of the electrode.
Before the welding process begins, small, raised dimples or "projections" are formed on one of the workpieces. For sheet metals, this is typically achieved through a mechanical embossing process. For thicker components or solid fasteners like nuts and bolts, the projections are created through machining or forging.
The welding cycle follows these steps:
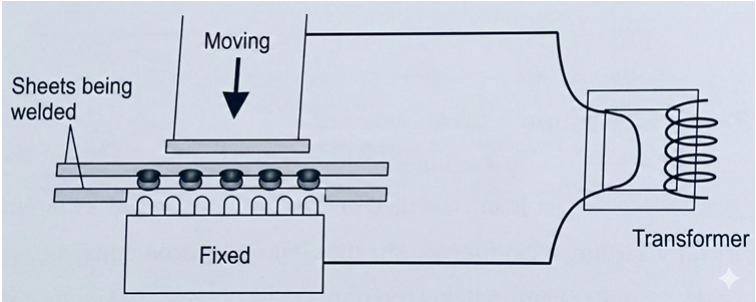
Clamping: The components are placed between two large, flat copper electrodes.
Current Application: A high electrical current is passed through the system via a transformer. Because the workpieces only touch at the raised projections, the electrical resistance is highly concentrated at these minute contact areas.
Joule Heating: According to Joule's First Law ($H=I^2Rt$), this localized resistance generates intense heat, rapidly bringing the projection material to a soft, plastic state.
Forging: As the projections reach their yielding point, the machinery suddenly increases the compressive pressure on the electrodes. The soft projections collapse, fusing into the mating sheet and forming distinct, strong weld nuggets.
Equipment Variations
While the underlying power supply and transformer infrastructure are virtually identical to standard resistance spot welding, the tooling is distinctly different.
Instead of the pointed or domed rod electrodes used in spot welding, projection welding utilizes flat copper plates. These flat platens distribute the clamping force evenly across the entire workpiece and press down on all projections simultaneously.
Advantages of the Process
Although adding an initial embossing or machining step introduces a slight upfront expense, the operational benefits often outweigh the costs in large-scale manufacturing:
Increased Productivity: The ability to produce a large number of welds in a single machine pass significantly reduces cycle times.
Extended Electrode Life: Because flat copper plates are used, the wear and tear on the electrodes are drastically reduced compared to the concentrated tip wear seen on standard spot welding rods.
Energy and Force Efficiency: By concentrating the current specifically at the projections, the process reduces the overall amount of current and pressure required to achieve a solid metallurgical bond across a wide area.
Versatility in Thickness: Projection welding is highly capable of joining metals of drastically different thicknesses, which can be challenging with traditional spot welding.
Industrial Applications
By modifying the electrode configurations, projection welding can be adapted for a wide variety of structural and component joining tasks:

Fastener Welding: It is heavily used to permanently attach threaded bosses, studs, and nuts to metal sheets and plates. The fasteners are manufactured with forged projections specifically for this purpose.
Wire Network Joining: The fabrication of metal baskets, oven racks, shopping carts, and grills relies heavily on this technique. In cross-wire welding, the natural intersections of the circular wires act as the "projections," providing small contact areas that melt and fuse under current and pressure.
Bracket Assembly: Stamped brackets with embossed dimples can be quickly fused to larger automotive or structural bodies in a single automated stroke.


