
Article details
In the world of metal manufacturing, sand casting remains a cornerstone technology. Its versatility and cost-effectiveness are unmatched for producing complex shapes, from engine blocks to decorative hardware. The process, in theory, is simple: create a pattern, pack sand around it to form a mold, remove the pattern, and pour in molten metal.
However, the success or failure of this entire operation rests not on the metal, but on the humble material that forms the mold: the moulding sand. This sand is an engineered mixture, typically of silica, clay (binder), and water. To produce a defect-free casting, this mixture must possess a precise balance of properties.
This article details the essential properties of moulding sand and explains why each one is critical to the casting process.
1. Triad of Strength: Green, Dry, and Hot
The mold's ability to hold its shape under stress is paramount. This strength is measured in three distinct phases:
Green Strength: This is the strength of the sand in its moist, tempered state (as it is "green" or unbaked). The mold must have sufficient green strength to maintain its shape and cavity details after the pattern is removed and while it is being handled.
Dry Strength: As the molten metal is poured, the moisture in the sand layer closest to the casting cavity evaporates. Dry strength is the mold's ability to hold its shape and resist erosion and the metallostatic pressure (the force of the liquid metal) in this dried-out state.
Hot Strength: At the extreme temperatures of the molten metal, the sand must retain its strength to hold the mold shape until the metal solidifies. This is hot strength. If the sand's strength fails at this stage, the mold will deform, and the casting will be inaccurate.
2. Refractoriness:
This is the most fundamental property. Refractoriness is the sand's ability to withstand the high temperature of the molten metal without fusing or melting. If the sand grains melt, they will fuse to the casting, resulting in a poor surface finish and costly, difficult cleaning operations.
3. Permeability:
When molten metal fills the moist sand cavity, it instantly generates a massive volume of steam and other gases. These gases must escape, or they will become trapped within the casting, causing defects like blowholes and gas porosity.

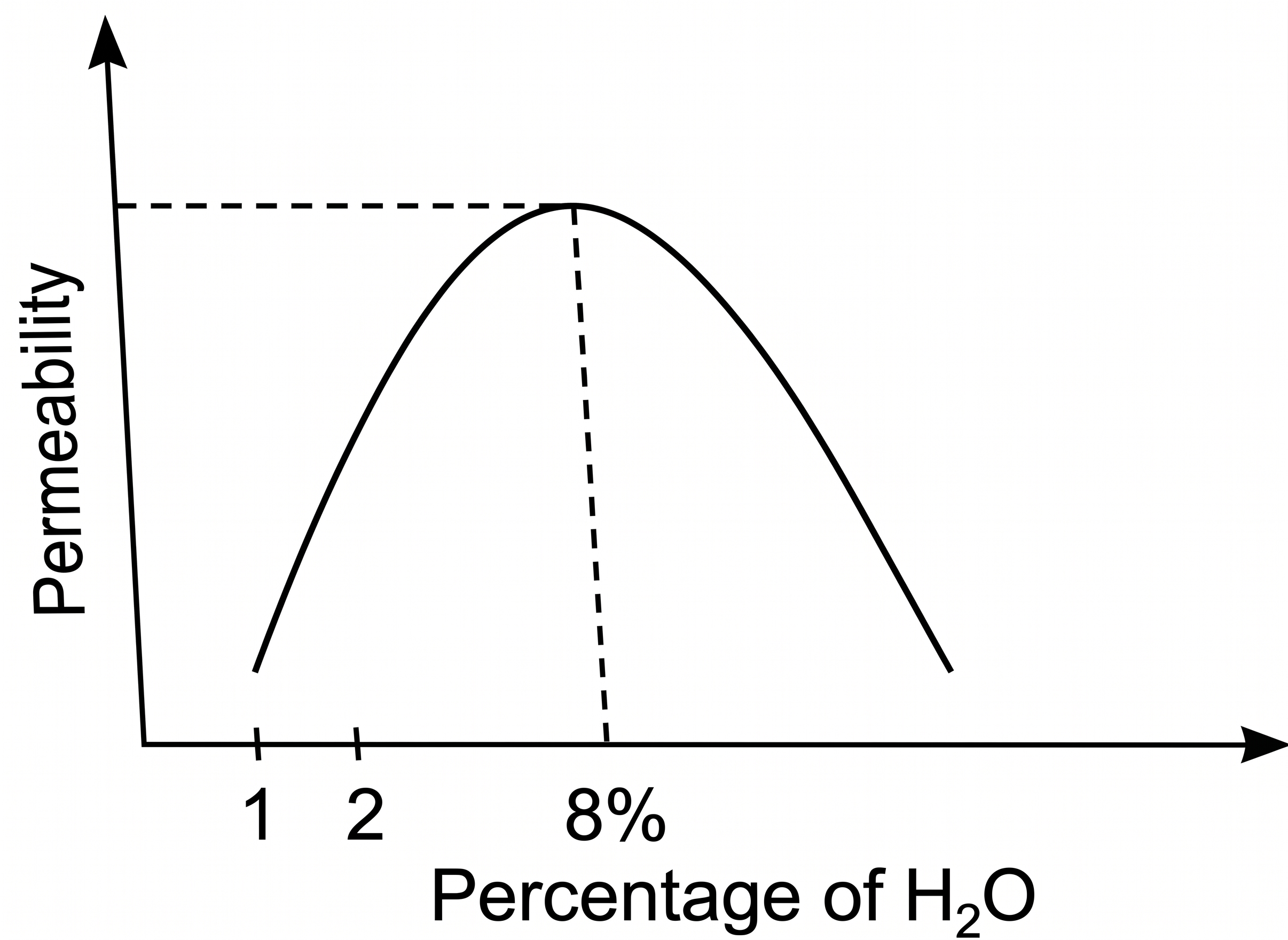
Permeability is the property that allows these gases to pass through the sand mold. It is determined by factors like grain size, grain shape, and the amount of water and binder. There is a delicate balance; for instance, adding water initially increases permeability, but (as shown in Figure 1) excess water (e.g., above 8%) can clog the pores and cause permeability to drop rapidly.
4. Flowability and Grain Fineness
Flowability: This is the sand's ability to flow and pack uniformly into all parts of the molding flask, especially into deep pockets and around intricate pattern details. Poor flowability results in a mold that is not uniformly dense, which can lead to casting defects.
Grain Fineness Number (GFN): This number represents the average size of the sand grains. It is a critical trade-off:
Fine Grains (High GFN): Produce a smoother casting surface finish but tend to decrease permeability.
Coarse Grains (Low GFN): Increase permeability but result in a rougher surface finish.
5. Collapsibility:
This property is counter-intuitive but essential. After the metal solidifies, it begins to cool and shrink. If the mold is too strong (i.e., it doesn't "give way"), it will resist this natural shrinkage, causing the casting to crack. This defect is known as a hot tear.
Collapsibility is the sand's ability to break down and collapse under the force of the shrinking casting. To improve collapsibility, additives like sawdust or wood flour are often mixed into the sand. These materials burn away at high temperatures, creating voids that allow the mold to collapse easily.
6. Bonding and Durability
Cohesiveness vs. Adhesiveness: These two properties define how the sand sticks together.
Cohesiveness is the bond between similar materials (i.e., sand grains sticking to each other). This is the source of the mold's green, dry, and hot strength.
Adhesiveness is the bond between different materials (i.e., the sand mixture sticking to the mold flask or pattern).
Toughness: This is the mold's ability to resist impact and shock during handling, transportation, or the jarring force of the metal pour.
Conclusion
Creating a successful casting is an exercise in material science. The properties of moulding sand are interconnected and often require careful trade-offs. A sand mixture with high permeability might have a poor surface finish. A mold with excellent hot strength might have poor collapsibility.


