
Article details
Resistance welding (RW) is a fundamental group of thermo-electric welding processes widely used in modern manufacturing, particularly in the automotive and aerospace industries. Unlike arc welding, which relies on an external heat source and often requires filler materials, resistance welding generates heat internally through the material's own electrical resistance.
Principle
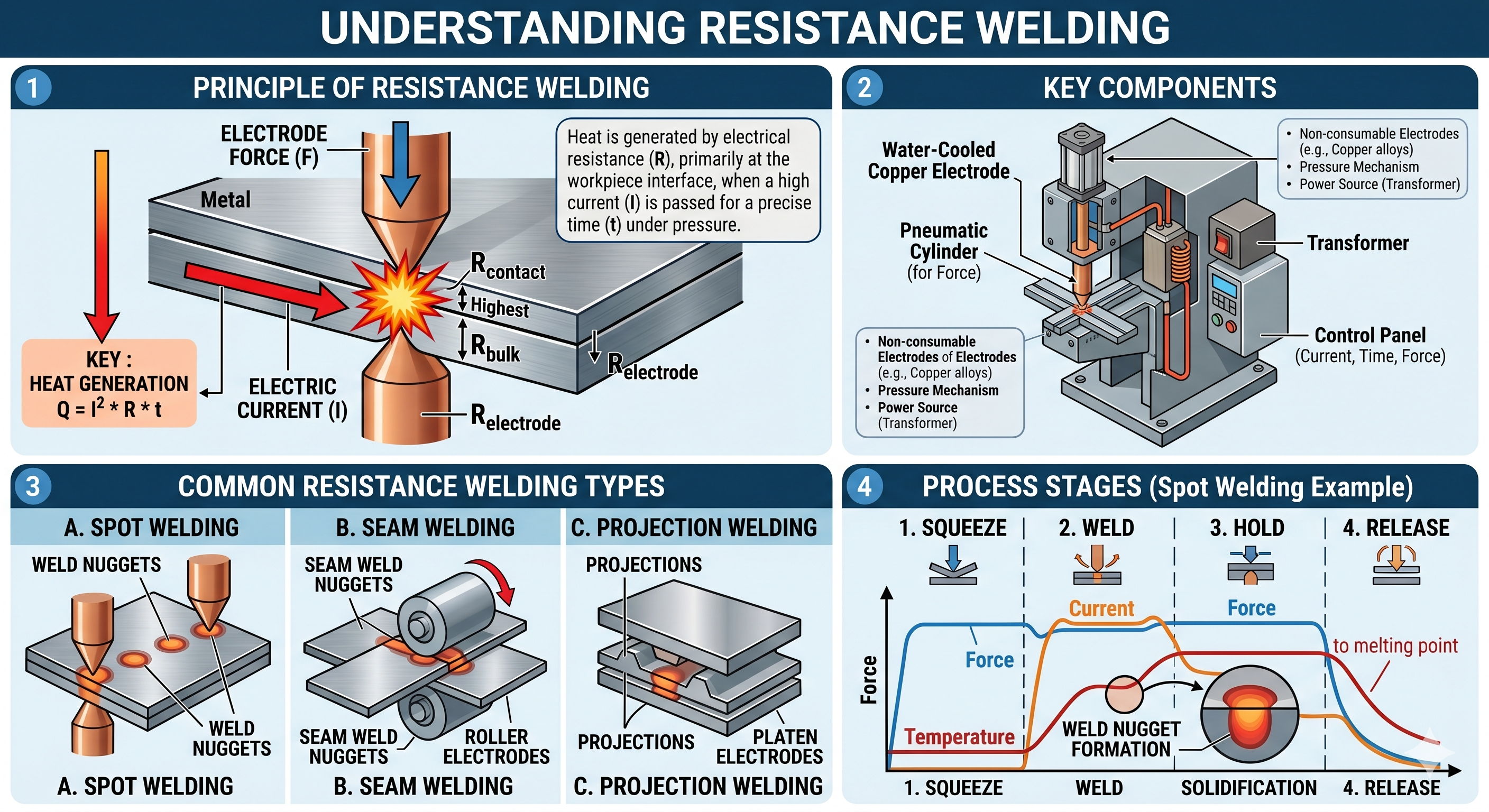
The core mechanism of resistance welding is the application of high electrical current through two or more metal components while they are held together under pressure. The resistance to this current flow at the interface of the parts generates localized heat, eventually melting the metals to form a "nugget" or a fusion zone.
One of the primary advantages of this process is its efficiency and cleanliness; it typically does not require:
Consumable electrodes
Shielding gases
Flux or filler materials
Heat Generation Physics
The amount of heat produced during the welding cycle is governed by Joule’s Law of Heating. The relationship is expressed by the following equation:
![]()
Where:
H is the heat generated (measured in Joules).
I is the welding current (measured in Amperes).
R is the total electrical resistance of the setup (measured in Ohms).
t is the duration of the current flow (measured in seconds).
In practical applications, current magnitudes are exceptionally high—often reaching 10,000 A—while the voltage remains relatively low, typically ranging between 0.5V and 10V.
Components of Total Resistance
The efficiency of the weld depends on the "Total Resistance" (R), which is actually the sum of several distinct resistive properties across the welding circuit:
Electrode Resistance: The inherent resistance of the copper alloy electrodes.
Electrode-Workpiece Contact Resistance: The resistance at the point where the electrode touches the metal sheet.
Individual Part Resistance: The internal resistance of the specific metals being joined.
Workpiece-to-Workpiece Contact Resistance: This is the most critical area; high resistance here ensures the heat is concentrated at the interface where the joint is meant to form.
Thermal Considerations in Material Selection
The success of a resistance weld isn't just about electricity; it's also about thermodynamics. The actual temperature rise at the joint is heavily influenced by the specific heat and thermal conductivity of the metals.
High Conductivity Metals: Materials like Aluminium and Copper dissipate heat very quickly. Because they "wick" heat away from the joint, they require much higher current concentrations and shorter weld times to reach fusion temperatures.
Low Conductivity Metals: Steel, having lower thermal conductivity, retains heat better at the interface, making it generally easier to weld using resistance processes.
Resistance Welding Characteristics
Feature | Description |
Heat Source | Internal electrical resistance ( |
Current Range | High (up to 10,000 A) |
Voltage Range | Low (0.5V - 10V) |
Key Consumables | None (No filler or gas required) |
Main Variables | Current, Time, Pressure, and Contact Resistance |


