
Article details
Solid state welding (SSW) is a group of welding processes that produce coalescence at temperatures essentially below the melting point of the base materials being joined, without the addition of brazing filler metal. Unlike fusion welding, where metals are melted into a liquid pool, SSW relies on pressure, heat, or a combination of both to create a bond through atomic diffusion or plastic deformation.
Because no melting occurs, the base metals maintain their original properties much better, and there is a significantly reduced risk of common fusion defects like porosity or slag inclusion.
Advantages of Solid State Welding
No Heat-Affected Zone (HAZ) Issues: Since the temperature stays below the melting point, the metallurgical properties of the metals remain relatively stable.
Joining Dissimilar Metals: It is often the best choice for joining metals that are difficult to weld using fusion methods, such as aluminum to steel or copper to aluminum.
High Joint Efficiency: The resulting joints are often as strong as the base metal itself.
Cleanliness: Most processes do not require flux or shielding gases, making them more environmentally friendly and "clean" for precision engineering.
Types of Solid State Welding
1. Friction Welding
Introduction
Friction welding is a highly efficient solid-state welding process driven by a straightforward thermodynamic principle: the conversion of mechanical energy into heat energy. Rather than relying on external heat sources or filler metals, this method joins two coaxially aligned components by harnessing the intense frictional heat generated between their contacting surfaces.
Working Mechanism
The operation of friction welding relies on precise control of motion and pressure. The standard procedure follows a distinct sequence of events:

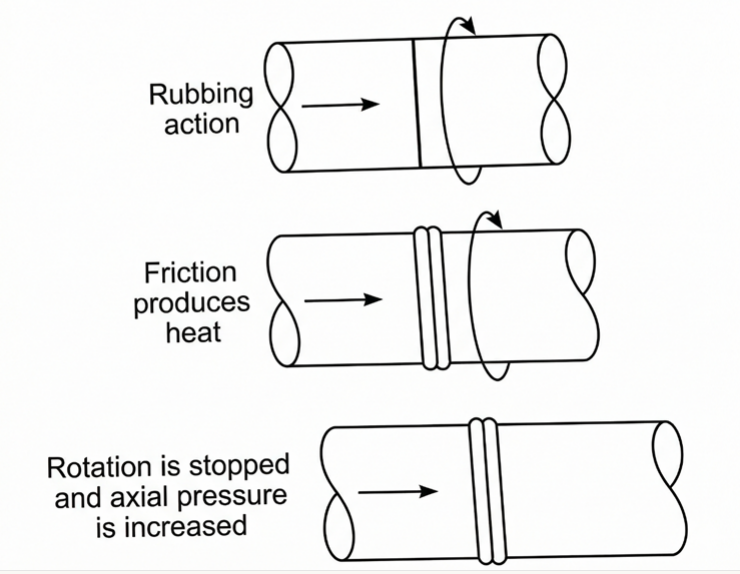
Setup and Rotation: One workpiece is clamped securely in a stationary holding device, such as a tailstock. The mating component is clamped in a chuck attached to a spindle, which is then rotated at extremely high speeds.
Contact and Rubbing: The stationary component is moved axially toward the rapidly rotating component. As the two faces meet, the intense rubbing action generates localized friction.
Heating and Plasticization: The frictional heat rapidly raises the temperature at the interface, causing the material edges to soften and reach a plastic state without actually melting.
Forging (Upsetting): Once the precise welding temperature is reached, a brake is applied to instantly stop the spindle's rotation. Simultaneously, the axial pressure is substantially increased. This compressive load creates a forging action that fuses the two materials together into a solid, high-strength joint.
Process Dynamics and Power Requirements
The shape, integrity, and strength of the resulting weld joint are primarily dictated by two variables: the rotational speed and the axial pressure applied during the process.
The power consumption during a friction welding cycle is dynamic. When the interfaces are initially brought into contact, the machine must draw maximum power to break through surface films, oxides, and microscopic asperities. Once this surface layer is disrupted and the joint begins to approach the required welding temperature, the power requirement drops significantly and remains relatively constant for the duration of the heating phase.
Capabilities and Parameters
Friction welding is remarkably versatile, provided a fundamental geometric condition is met: at least one of the components must possess rotational symmetry (such as a tube or a solid cylinder).
Material Compatibility: It is highly effective at joining dissimilar metals, allowing engineers to combine materials with different mechanical properties or thermal characteristics.
Size Capacities: The process is robust enough to weld solid steel bars up to 100 mm in diameter, as well as metallic pipes with outside diameters reaching up to 250 mm.
Operating Speeds: The surface speed of the rotating member during the rubbing phase can reach as high as 900 m/min.
Flash Formation and Post-Processing
During the final forging stage, the combination of high thermal energy and intense axial pressure forces the softened material outward from the joint interface. This plastic deformation results in a ring of extruded material known as a "flash." While this flash is a sign of a sound, well-consolidated weld, it is often geometrically objectionable. Fortunately, it can be easily removed through subsequent machining or grinding operations to achieve a flush surface.
Industrial Applications
Because it produces reliable, high-strength joints across a wide variety of materials and cross-sections, friction welding is heavily utilized in manufacturing and heavy industry. Common applications include:
Welding drill bits to their corresponding shanks.
Fusing automotive engine valves to their stems.
Joining axles to their respective hubs.
2. Ultrasonic Welding
Ultrasonic Welding (USW) is a highly efficient, solid-state joining process that creates metallic bonds through the application of high-frequency vibratory energy under moderate static pressure. Unlike traditional fusion welding techniques (such as TIG or MIG), USW does not rely on melting the base materials. Instead, it leverages severe localized plastic deformation and friction to achieve an atomic-level bond, preserving the fundamental microstructural integrity of the parent metals.
Mechanism of the USW Process
The core principle of USW is the conversion of high-frequency electrical energy into mechanical vibrations, which are then transmitted to the weld interface.

The system consists of several critical components acting in sequence:
Transducer: Utilizes piezoelectric ceramics to convert electrical signals (typically between 15 kHz and 40 kHz) into mechanical oscillatory motion.
Booster and Sonotrode (Horn): This acoustic tooling amplifies the amplitude of the vibration and applies it parallel to the workpieces.
Anvil: Provides a rigid backing to secure the lower workpiece and react against the static clamping force applied by the pneumatic or hydraulic actuator.
When the sonotrode oscillates against the top workpiece, the combination of static normal force and transverse oscillatory shear force induces oscillating shear stresses at the interface between the two metals.
Interface Metallurgy and Bond Formation
The absence of a liquid phase makes the metallurgical mechanisms of USW distinct from fusion welding. The bond formation occurs in three overlapping stages:
Stage 1: Asperity Deformation and Oxide Dispersion
All metals naturally possess microscopic surface roughness (asperities) and are covered by oxide layers or hydrocarbon contaminants. The initial ultrasonic vibrations cause severe micro-friction at these asperities. The brittle oxide layers are shattered and dispersed outward from the weld zone.
Stage 2: Micro-Yielding and Plastic Deformation
As the bare metal surfaces come into contact, the continuous shear forces cause localized temperatures to rise—typically reaching 30% to 50% of the absolute melting point (![]() ) of the materials. While this heat is insufficient for melting, it significantly lowers the yield strength of the metals. This induces severe, localized plastic deformation, increasing the actual area of contact.
) of the materials. While this heat is insufficient for melting, it significantly lowers the yield strength of the metals. This induces severe, localized plastic deformation, increasing the actual area of contact.
Stage 3: Solid-State Diffusion and Atomic Bonding
With intimately mated, oxide-free surfaces under elevated temperature and pressure, short-range atomic diffusion occurs across the interface. The metals share electrons, forming a true metallurgical bond. Because the thermal cycle is incredibly brief (often less than a second), grain growth is restricted, and the Heat-Affected Zone (HAZ) is virtually nonexistent.
Process Parameters
To optimize joint strength, engineers must carefully balance several thermodynamic and mechanical variables:
Clamping Force: Must be high enough to ensure acoustic coupling but low enough to allow relative interfacial slip.
Vibration Amplitude: Directly dictates the shear strain rate and energy input. Higher amplitudes are required for harder metals or thicker foils.
Weld Time: The duration the vibrations are applied. Over-welding can lead to fatigue cracking in the upper workpiece or bond degradation.
Industrial Applications
USW is highly favored in modern manufacturing, particularly where electrical conductivity and minimal thermal distortion are paramount.
Battery Manufacturing: Joining multiple layers of thin copper or aluminum foils to busbars in lithium-ion battery cells.
Automotive Wire Harnesses: Splicing stranded copper wires together or attaching them to electrical terminals without the need for solder or crimping.
Dissimilar Metal Joining: One of the most significant advantages of USW is its ability to easily weld materials that are metallurgically incompatible in fusion welding, such as bonding aluminum to copper for heat exchangers or electrical contacts.
3. Explosive Welding (EXW)
Explosive welding is a highly specialized, solid-state welding process that utilizes the controlled detonation of chemical explosives to fuse two or more metals. Unlike traditional fusion welding, which relies on melting the base materials, explosive welding relies on immense pressure and high velocity to create a metallurgical bond. This technique is particularly valuable for joining large surface areas and bonding dissimilar metals that are otherwise unweldable.
Welding Setup

The success of an explosive weld depends heavily on the precise geometric arrangement of the components before detonation. The primary elements of the setup include:
The Target Plate: This is typically the thicker of the two metals being joined and rests firmly on a solid base or anvil.
The Flyer Plate: The thinner metal plate that will be propelled into the target plate.
Buffer Layer: A protective layer (often made of rubber) placed between the explosive material and the flyer plate to prevent the intense heat of the explosion from damaging the metal surface.
The Explosive Charge and Detonator: A carefully measured layer of explosive material is spread across the buffer layer, with a detonator positioned at one specific end to initiate the reaction.
Spatial Parameters
To achieve the correct impact dynamics, the plates are not placed flush against each other.
Inclination Angle: The flyer plate is usually positioned at a slight angle relative to the target plate, typically ranging from
 .
.Stand-off Distance: A specific gap, known as the stand-off distance, is maintained between the plates. This empty space is crucial as it gives the flyer plate enough room to accelerate to the required high velocity before striking the target plate.
Joining Mechanism:
The welding process happens in a fraction of a second. When the detonator is triggered, the explosive charge burns progressively across the surface of the flyer plate.
As the explosion propagates, it violently drives the flyer plate downward. Because of the initial inclination and the moving detonation wave, the plates do not collide all at once. Instead, they impact at a localized point that travels rapidly across the surface.
Under the extreme velocity and localized pressure at this collision point, the solid metals briefly exhibit plastic, fluid-like behavior. The immense force squeezes the surface layers of both metals, ejecting a high-velocity "fluid jet" of material just ahead of the joining front. This jetting action is highly beneficial; it violently scrubs away surface oxides and impurities, exposing completely pure metal. As the clean surfaces are slammed together under astronomical pressure, they form a strong, wavy, interlocking solid-state bond.
Industrial Applications
Because it is a cold-welding process, explosive welding does not suffer from the heat-affected zone (HAZ) issues common in traditional welding, making it highly versatile:
Cladding Dissimilar Metals: Its most prominent application is cladding thick, inexpensive slabs of metal (like carbon steel) with thin layers of expensive, corrosion-resistant metals (like titanium or stainless steel). These clad plates can be massive, reaching dimensions of up to 6m X 2m, which can later be rolled into thinner, usable sections.
Heat Exchangers and Boilers: It is widely used to create reliable tube-to-tubesheet joints in heat exchangers. The explosive is placed inside the tube; upon detonation, the tube expands outward, fusing tightly with the hole in the header plate. It is also used to permanently seal leaking tubes in high-pressure boilers.
Pipe Joining: Used to create robust joints between sections of piping, especially in environments where conventional welding is impractical.
Safety and Limitations
While incredibly effective, explosive welding is inherently dangerous due to its reliance on high explosives. The process generates massive shockwaves and noise, meaning it is usually performed outdoors in remote areas or inside heavily reinforced blast chambers. Furthermore, the handling, storage, and execution of the explosives require highly trained and experienced personnel to ensure strict safety protocols are met.


