
Article details
In metal casting, the transition from a liquid state to a solid state is the most critical phase determining the mechanical integrity and final geometry of a component. Understanding the kinetics of solidification—specifically skin formation and the relationship between volume and surface area—is essential for process control and defect prevention.
Mechanisms of Skin Formation

Upon pouring, the molten metal first comes into contact with the relatively cool walls of the mold. This temperature differential triggers immediate nucleation, creating a thin layer of solidified metal known as the "skin."
As time progresses, this skin thickens towards the center of the casting. For flat mold walls, the rate at which this thickness increases is not linear. Instead, it follows a parabolic relationship driven by heat transfer laws.
The Square Root Law
The thickness of the solidified skin (y) is directly proportional to the square root of time (t):
![]()
(Where k is a constant determined by the thermal properties of the metal and mold).
This non-linear relationship has significant practical implications. For example, simply doubling the cooling time does not result in a skin that is twice as thick.
Calculation: If time (t) is doubled (2t), the new thickness is proportional to

Result:

Interpretation: Doubling the time yields only a 41% increase in skin thickness, not a 100% increase.
Chvorinov’s Principle:
It os used for Predicting Total Solidification Time
While skin formation describes the progress of solidification, engineers must also calculate the total time required for a casting to freeze completely. This is governed by Chvorinov’s Rule.
The principle states that the total solidification time (ts) is dependent on the relationship between the casting's volume and its surface area.

Where:
ts = Total solidification time.
V = Volume: Represents the total amount of heat energy stored in the molten metal (Heat Available).
SA = Surface Area: Represents the boundary through which heat is removed (Heat Dissipation).
C = Mold constant (dependent on mold material, metal properties, and temperature).
n = Exponent (typically 2 for standard casting).
Key Takeaway: A casting with a lower surface-area-to-volume ratio (like a sphere or a cube) will take significantly longer to solidify than a thin plate of the exact same volume, because the plate has more surface area to dissipate heat.
Geometric Influences:
Mainly The Corner Effect
Heat transfer is rarely uniform across complex geometries. The shape of the mold significantly influences the local rate of skin growth, as observed in cross-sectional analyses of castings.
External Angles: At an outer corner of a casting, heat is dissipated into the mold from two diverging directions. This rapid cooling results in a thicker skin.
Internal Angles: At an inner corner (re-entrant angle), the mold is surrounded by hot metal. The mold material at this location saturates with heat quickly because heat is converging from two sides. This results in slower cooling and a thinner skin.
Engineers must account for this "hot spot" effect at internal angles, as it is a common location for shrinkage defects.
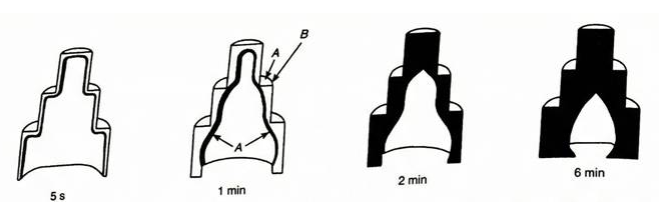
Industrial Application: Slush Casting
The principles of skin formation are directly applied in a manufacturing process called Slush Casting. This technique is primarily used for producing hollow ornamental objects (such as lamp bases, statues, and toys) using alloys with low melting points (like zinc or pewter).
The Process:
Molten metal is poured into the mold.
The metal is allowed to dwell in the mold for a calculated duration (e.g., 1 to 6 minutes).
During this time, a skin forms against the mold wall, growing inward.
Before the center solidifies, the mold is inverted, and the remaining liquid metal is poured out.
The result is a hollow shell that replicates the exterior detail of the mold without requiring a solid core.
Thermal Gradients
The solidification process creates a specific temperature profile across the system, from the ambient air to the liquid core.

Liquid Metal: Highest temperature, constant at the center initially.
Solidified Skin: Temperature drops across the thickness of the solid metal.
Metal-Mold Interface: A significant temperature drop occurs here due to contact resistance (often caused by an air gap forming as the cooling metal contracts away from the mold).
Mold Wall: The temperature gradient continues through the mold material.
Mold-Air Interface: Final heat rejection to the environment.
Understanding these gradients is crucial for simulating casting processes and predicting the microstructure of the final part.


