
Article details
Spot welding is a highly efficient and widely utilized joining process in the manufacturing industry, falling under the broader category of resistance welding. It is specifically designed to join overlapping metal sheets through the localized application of heat and pressure.
Setup
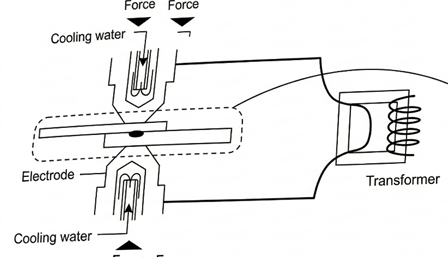
The foundational setup for a spot welding operation involves clamping a pair of metal sheets between two opposing electrodes. These electrodes serve a dual purpose: they conduct the high electrical current necessary for heating and apply the mechanical force required to forge the joint.

Key components of the system include:
Electrodes: Typically made of copper alloys due to their high electrical and thermal conductivity. They apply force to create a slight indentation on the metal surface, which effectively eliminates the air gap between the electrode tip and the workpiece.
Cooling System: Because of the immense heat generated, water is continuously circulated through hollow channels within the electrodes to prevent them from melting or degrading during the welding cycle.
Power Supply: The process relies on a step-down transformer. This transformer takes standard supply voltage and converts it into a very low voltage but an exceptionally high current, which is essential for rapid heat generation.
Welding Process
The fundamental principle of spot welding relies on Joule heating ($H = I^2Rt$). When the step-down transformer delivers a high current through the conductive circuit, resistance is encountered.
While the copper electrodes and the metal sheets themselves offer some resistance, the maximum electrical resistance occurs at the interface between the two overlapping metal sheets due to the microscopic surface irregularities and air gaps.
As the high current passes through this interface, the localized high resistance causes the metal to rapidly heat and liquefy. The mechanical pressure maintained by the electrodes confines this molten metal. Once the current is turned off, the metal cools and solidifies under pressure, forming a localized fused zone.
Characteristics of the Weld
The resulting joint is characterized by several distinct physical features:
Weld Nugget: This is the actual fused area where the two sheets have melted together. It resembles a small, flattened button hidden between the sheets.
Heat-Affected Zone (HAZ): The area immediately surrounding the weld nugget. The metal here has not melted but has undergone microstructural changes due to exposure to high temperatures, which can affect its mechanical properties.
Indentation: A slight depression on the outer surfaces of the sheets caused by the physical pressure of the electrode tips.
Nugget Geometry
For standard lap welds of equal thickness ($t$), the geometry of the resulting weld nugget can be estimated using empirical formulas:
Diameter of the nugget:

Height of the nugget:

Applications
Spot welding is predominantly used for lap welding thin sheet metals. It is a staple in high-volume production environments because it is fast, requires no filler material, and is easily automated. Common applications include the fabrication of automobile bodies, refrigerator casings, and high-quality engine components.
Welding Dissimilar Materials or Thicknesses
Special considerations must be made when the two sheets are not identical:
Differing Thicknesses: When joining a thick sheet to a thin sheet, the heat generation can be unbalanced, potentially melting through the thin sheet before the thick sheet reaches fusion temperature. To counteract this, a smaller electrode tip diameter should be used on the side of the thicker material. This concentrates the current, increasing the localized resistance and heat generation on the thicker side.
Differing Compositions: When joining metals with different electrical conductivities, the material with higher conductivity will generate less heat. To balance the weld, a smaller electrode tip area must be used on the side of the material with high electrical conductivity.


