
Article details
In the field of manufacturing and metallurgy, the quality of a cast product is often determined before the metal even sets. It relies heavily on the Gating System—the network of channels that guides molten metal into the mold cavity. A well-designed gating system is not merely a funnel; it is a precision-engineered delivery mechanism designed to ensure purity, structural integrity, and efficiency.

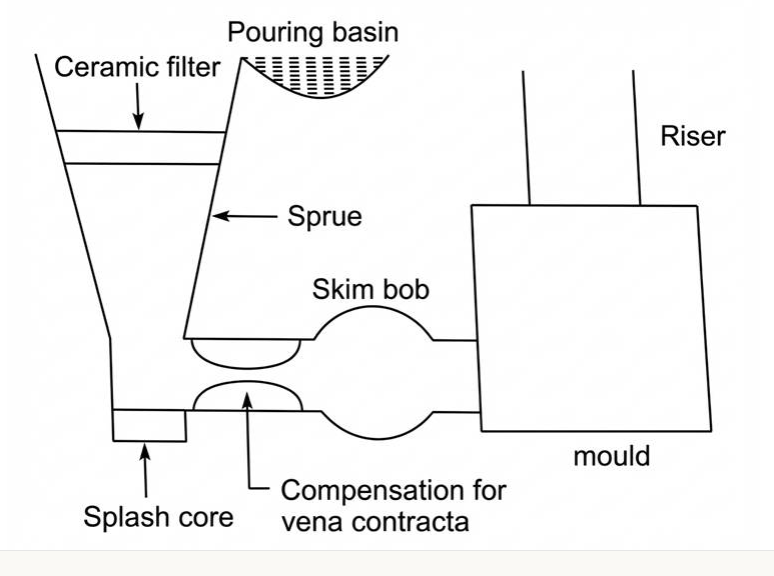
Fig: gating system
What is a Gating System?
Fundamentally, a gating system refers to the assembly of channels and elements used to transport liquid metal from the pouring ladle into the mold cavity. The process begins at the pouring basin, where the metal is poured. From there, it travels down a vertical passage called the sprue.
The primary goal during this initial stage is to convert the turbulent flow of the poured metal into a smooth, laminar flow as it enters the system.
Objectives of Design
To produce a defect-free casting, the gating system must achieve several critical objectives:
Control Velocity and Turbulence: The metal must fill the cavity within a specified time without excessive speed, which could cause splashing or turbulence.
Prevent Erosion: The flow must not be so aggressive that it erodes the gating elements or the mold walls, which would introduce sand or debris into the final product.
Avoid Air Aspiration: The system should keep the metal flow "full" to prevent the aspiration (sucking in) of atmospheric gases. If a vacuum forms, dissolved gases can ruin the metal's integrity.
Filtration: It must prevent slag particles and impurities from entering the main mold cavity.
Yield Maximization: The design should be efficient, maximizing the "casting yield" (the ratio of usable metal to total metal poured).
Components
To achieve these objectives, specific engineering features are integrated into the system:
Compensation for Vena Contracta: When fluid flows from a vertical sprue into a horizontal runner, it naturally contracts, creating a low-pressure zone known as the vena contracta. If left unchecked, this creates a vacuum that sucks in air. Gating designs compensate for this geometry to maintain pressure and prevent gas absorption.
The Skim Bob: Positioned in the horizontal runner just before the mold cavity, the skim bob is a trap for impurities. It utilizes gravity and buoyancy: heavier impurities settle into a notch below, while lighter impurities (like slag) float into a trap above, ensuring only pure metal enters the mold.
The Horizontal Runner: Interestingly, the cross-section of the runner often increases in the direction of the flow. This design choice helps maintain uniform atmospheric pressure throughout the system.
Types of Gates
Engineers choose different entry points for the metal based on the casting requirements:
Top Gate: Metal enters from the top (high turbulence risk).
Bottom Gate: Metal enters from the bottom (smooth fill, but adverse temperature gradient).
Step Gate: Fills in steps (used for heavy/large castings).
Parting Line Gate: This is the most commonly used method. By placing the gate along the parting line of the mold, it acts as a top gate for the cavity below the line and a bottom gate for the cavity above it, combining the advantages of both.
Gating system Classifications: Pressurized vs. Unpressurized
Gating systems are generally classified by how they manage pressure and velocity, defined by the Gating Ratio (Area of Sprue : Area of Runner : Area of Gate).
1. Unpressurized Gating System
Ratio: Typically 1:4:4.
Mechanism: The area increases as the metal flows toward the cavity (Sprue < Runner < Gate).
Characteristics: This design slows the metal down, resulting in low velocity and virtually no turbulence or splashing.
Applications: Primarily used for non-ferrous metals (like aluminum or magnesium) where dross formation from turbulence is a major concern.
Drawback: Because the system may not run completely full, there is a risk of air aspiration in the runner or sprue base.
2. Pressurized Gating System
Ratio: Typically 2:2:1.
Mechanism: The area decreases or chokes the flow at the gate (Sprue > Runner > Gate).
Characteristics: The metal enters the cavity at maximum velocity. While this creates a "back-pressure" that keeps the system full (eliminating air aspiration), it causes significant turbulence and splashing.
Applications: Best suited for ferrous materials (like iron and cobalt).
Benefit: This system generally offers a higher casting yield compared to unpressurized systems.
Conclusion
The gating system is a balancing act between fluid dynamics and material science. Whether choosing a pressurized system for iron to maximize yield, or an unpressurized system for aluminum to ensure smooth flow, the ultimate goal remains the same: delivering clean, molten metal into a mold to create a flawless solid component.


