
Article details
Shell moulding is a specialized expendable mold casting process used to produce parts with high dimensional accuracy and superior surface finish. Unlike traditional green sand casting, which relies on wet sand and clay, shell moulding utilizes a mixture of fine-grained sand and thermosetting resin. When this mixture comes into contact with a heated metallic pattern, it hardens to form a thin, strong shell—hence the name "Shell Moulding."
This process is particularly valued in the automotive and mechanical industries for its ability to produce complex shapes with minimal post-casting machining.
Principle:
Resin Bonding
The fundamental mechanism of shell moulding relies on the chemical reaction of a thermosetting resin (specifically phenol formaldehyde).
The Mixture: Fine silica sand is thoroughly mixed with the phenolic resin and a solvent (often alcohol).
The Thermal Reaction: When this coated sand contacts a heated surface, the resin activates, melts, and bonds the sand grains together.
Result: A rigid, smooth shell is formed that exactly mimics the surface of the pattern.
Process
The manufacturing cycle, as illustrated in common engineering practices (referencing Figure 1.20 in source), follows these distinct stages:
1. Pattern Preparation and Heating
The process begins with a metal pattern (usually made of iron or steel) which is durable and heat-resistant. This pattern is heated to a specific temperature range of 200^C to 230^C. A lubricant or release agent is often applied to ensure the shell does not stick to the metal.
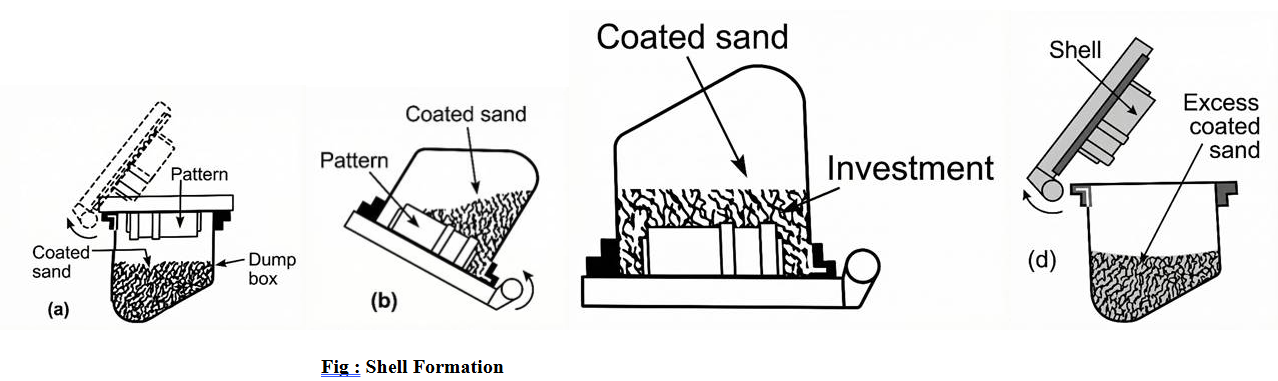
2. Investment (The Dump Box Method)
The heated pattern is clamped onto a "dump box" containing the resin-coated sand. The box is inverted, allowing the sand mixture to fall onto the hot pattern.
3. Dwell Time and Shell Formation




Fig : Shell Formation
This is the critical control phase. The sand remains in contact with the hot pattern for a specific duration known as Dwell Time.
During this time, the heat penetrates the sand mixture, curing the resin to a certain depth.
The length of the dwell time directly dictates the thickness of the shell; a longer dwell time results in a thicker shell.
4. Removal of Excess Sand
Once the desired shell thickness is achieved, the box is inverted again. The sand that did not come into contact with the heat (and therefore remains loose) falls away, leaving behind a soft, uncured shell adhering to the pattern.
5. Curing and Ejection
To achieve maximum strength, the pattern—with the soft shell still attached—is placed in an oven. It is heated to a higher temperature range of 300^C to 330^C. This completes the chemical bonding process, making the shell rigid and durable. Once cured, ejector pins remove the shell from the pattern.
Process Advantages
Shell moulding offers significant engineering benefits over conventional sand casting:
Dimensional Precision: It offers much closer tolerances and the ability to cast small projections that would break in green sand molds.
Superior Surface Finish: The fine grain sand and resin bond create a very smooth surface, reducing the need for extensive machining.
High Permeability: The porous nature of the shell allows gases to escape easily during casting, virtually eliminating gas inclusion defects.
Draft Angles: Lower draft angles are required compared to sand casting, allowing for more vertical walls.
Automation: The process is chemically consistent and mechanically simple, making it highly suitable for automated mass production.
Limitations
Despite its benefits, the process has specific constraints:
High Tooling Costs: The metal patterns required must be machined to high precision and withstand repeated heating, making them expensive. This process is generally not cost-effective for small production runs.
Size Restrictions: The process is limited by the size of the dump box and curing equipment. It is generally not suitable for very large or heavy castings.
Geometry Limits: While precise, highly complicated internal shapes can still be difficult to achieve compared to investment casting.
Industrial Applications
Due to its high accuracy and reliability, shell moulding is extensively used to manufacture small-to-medium-sized mechanical parts. Common applications include:
Automotive Components: Cylinder blocks for IC engines, rocker arms, and piston rings.
Mechanical Parts: Valve bodies, gear housings, and lever arms where surface smoothness is critical.


