
Article details
In metal casting, the "gating system" refers to the channels through which molten metal flows to fill the mold cavity. A Top Gate system is a vertical arrangement where the molten metal enters the mold cavity directly from the bottom of the sprue under atmospheric pressure.
This specific configuration is frequently utilized for large-sized castings, particularly those involving ferrous materials (like iron and steel), due to the thermal gradients it establishes, which can be favorable for directional solidification.
Mathematical Modeling of Mold Filling
To design an effective gating system, engineers must calculate the velocity of the metal and the time required to fill the mold. Based on fluid mechanics principles, we make the following assumptions:
The metal enters the cavity at atmospheric pressure.
Friction losses in the sprue are negligible for the theoretical calculation.
Velocity Calculation
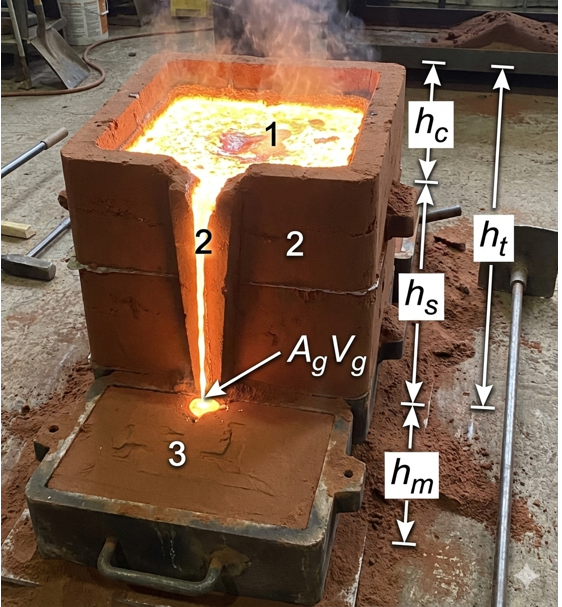
The velocity of the liquid metal at the gate (Vg) is determined by the potential energy converted into kinetic energy as the metal falls through the total height (ht).

Fig : Gating System

Where:
g = Acceleration due to gravity.
ht = Total liquid head (hc + hs), where hc is the height of the pouring basin/cup and hs is the height of the sprue.
Determining Filling Time (tf)
The time required to fill a mold is a critical parameter. If filling is too slow, the metal may solidify prematurely (cold shuts); if too fast, it may cause erosion.

Fig : Design of Sprue
The filling time is derived by equating the total volume of the mold to the volumetric flow rate:

Given a mold with cross-sectional area A and height H, and a gate area Ag:

Substituting the velocity equation:

The Aspiration Effect: A Critical Design Flaw
One of the most significant challenges in sprue design is the Aspiration Effect. This phenomenon occurs when low-pressure regions form within the sprue, drawing atmospheric gases into the molten stream.
Bernoulli’s Principle
To understand why this happens, we apply Bernoulli's equation between the top of the sprue (point 2) and the bottom of the sprue (point 3).

The Straight Sprue Scenario: If a designer uses a straight cylindrical sprue (where the cross-sectional area is constant), the Continuity Equation (A2V2 = A3V3) dictates that the velocity must remain constant (V2 = V3).
If we assume V2 = V3 and set the reference height h3 = 0, the equation simplifies to:

Solving for the pressure head at point 2:

Consequences
The negative sign indicates that P2 is a negative pressure (vacuum) relative to the atmosphere.
Because casting molds are typically made of permeable sand, this internal vacuum creates a suction effect. Air from the surrounding sand voids is "aspirated" or sucked into the flowing liquid metal. This entrained air becomes trapped as the metal solidifies, leading to severe casting defects such as blowholes and porosity.
The Tapered Sprue
To prevent the aspiration effect, the pressure throughout the sprue must be maintained at or above atmospheric pressure. This requires the fluid to accelerate naturally as it falls due to gravity.
According to the Continuity Equation (Q = A. V), as velocity (V) increases during the fall, the cross-sectional area (A) must decrease to maintain a constant flow rate.
Therefore, the ideal geometry for a sprue is not a straight cylinder, but a tapered cone (parabolic shape).
Ideal Shape: A hyperbola that follows the natural constriction of a falling liquid stream.
Actual Practice: A straight-tapered cone is manufactured to approximate the ideal shape, ensuring that the metal stays in contact with the sprue walls, preventing vacuum formation and eliminating the aspiration of air.
For Casting Engineers
Top Gates are efficient for large ferrous castings but require careful flow management.
Filling Time is inversely proportional to the gate area and the square root of the head height.
Straight Sprues are dangerous; they create low-pressure zones that suck in air (Aspiration Effect).
Tapered Sprues are the mandatory solution to ensure sound, defect-free castings by maintaining positive pressure throughout the flow.


