
Article details
Ultrasonic Welding (USW) is a highly efficient, solid-state joining process that creates metallic bonds through the application of high-frequency vibratory energy under moderate static pressure. Unlike traditional fusion welding techniques (such as TIG or MIG), USW does not rely on melting the base materials. Instead, it leverages severe localized plastic deformation and friction to achieve an atomic-level bond, preserving the fundamental microstructural integrity of the parent metals.
Mechanism of the USW Process
The core principle of USW is the conversion of high-frequency electrical energy into mechanical vibrations, which are then transmitted to the weld interface.

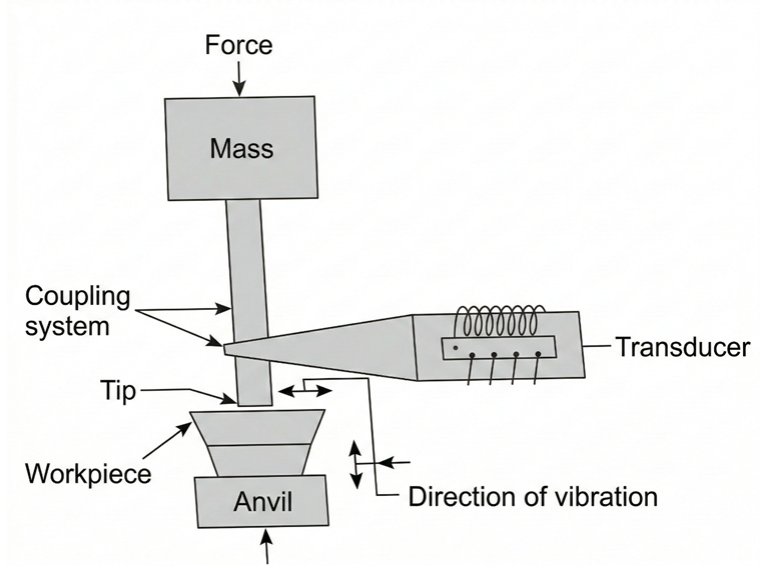
The system consists of several critical components acting in sequence:
Transducer: Utilizes piezoelectric ceramics to convert electrical signals (typically between 15 kHz and 40 kHz) into mechanical oscillatory motion.
Booster and Sonotrode (Horn): This acoustic tooling amplifies the amplitude of the vibration and applies it parallel to the workpieces.
Anvil: Provides a rigid backing to secure the lower workpiece and react against the static clamping force applied by the pneumatic or hydraulic actuator.
When the sonotrode oscillates against the top workpiece, the combination of static normal force and transverse oscillatory shear force induces oscillating shear stresses at the interface between the two metals.
Interface Metallurgy and Bond Formation
The absence of a liquid phase makes the metallurgical mechanisms of USW distinct from fusion welding. The bond formation occurs in three overlapping stages:
Stage 1: Asperity Deformation and Oxide Dispersion
All metals naturally possess microscopic surface roughness (asperities) and are covered by oxide layers or hydrocarbon contaminants. The initial ultrasonic vibrations cause severe micro-friction at these asperities. The brittle oxide layers are shattered and dispersed outward from the weld zone.
Stage 2: Micro-Yielding and Plastic Deformation
As the bare metal surfaces come into contact, the continuous shear forces cause localized temperatures to rise—typically reaching 30% to 50% of the absolute melting point (![]() ) of the materials. While this heat is insufficient for melting, it significantly lowers the yield strength of the metals. This induces severe, localized plastic deformation, increasing the actual area of contact.
) of the materials. While this heat is insufficient for melting, it significantly lowers the yield strength of the metals. This induces severe, localized plastic deformation, increasing the actual area of contact.
Stage 3: Solid-State Diffusion and Atomic Bonding
With intimately mated, oxide-free surfaces under elevated temperature and pressure, short-range atomic diffusion occurs across the interface. The metals share electrons, forming a true metallurgical bond. Because the thermal cycle is incredibly brief (often less than a second), grain growth is restricted, and the Heat-Affected Zone (HAZ) is virtually nonexistent.
Process Parameters
To optimize joint strength, engineers must carefully balance several thermodynamic and mechanical variables:
Clamping Force: Must be high enough to ensure acoustic coupling but low enough to allow relative interfacial slip.
Vibration Amplitude: Directly dictates the shear strain rate and energy input. Higher amplitudes are required for harder metals or thicker foils.
Weld Time: The duration the vibrations are applied. Over-welding can lead to fatigue cracking in the upper workpiece or bond degradation.
Industrial Applications
USW is highly favored in modern manufacturing, particularly where electrical conductivity and minimal thermal distortion are paramount.
Battery Manufacturing: Joining multiple layers of thin copper or aluminum foils to busbars in lithium-ion battery cells.
Automotive Wire Harnesses: Splicing stranded copper wires together or attaching them to electrical terminals without the need for solder or crimping.
Dissimilar Metal Joining: One of the most significant advantages of USW is its ability to easily weld materials that are metallurgically incompatible in fusion welding, such as bonding aluminum to copper for heat exchangers or electrical contacts.


